Trong bài viết này, 3D Thinking sẽ hướng dẫn các bạn cách vệ sinh vón nhựa cụm gia nhiệt P2S một cách chi tiết và an toàn, giúp xử lý hiệu quả tình trạng tắc nghẽn vật liệu thường gặp trong quá trình in 3D. Việc vệ sinh và bảo trì đúng cách không chỉ giúp máy in hoạt động ổn định hơn mà còn góp phần nâng cao chất lượng bản in, hạn chế lỗi bề mặt và kéo dài tuổi thọ của cụm gia nhiệt. Đây là một thao tác quan trọng mà người dùng máy in 3D P2S nên thực hiện định kỳ để đảm bảo hiệu suất in luôn ở mức tối ưu.
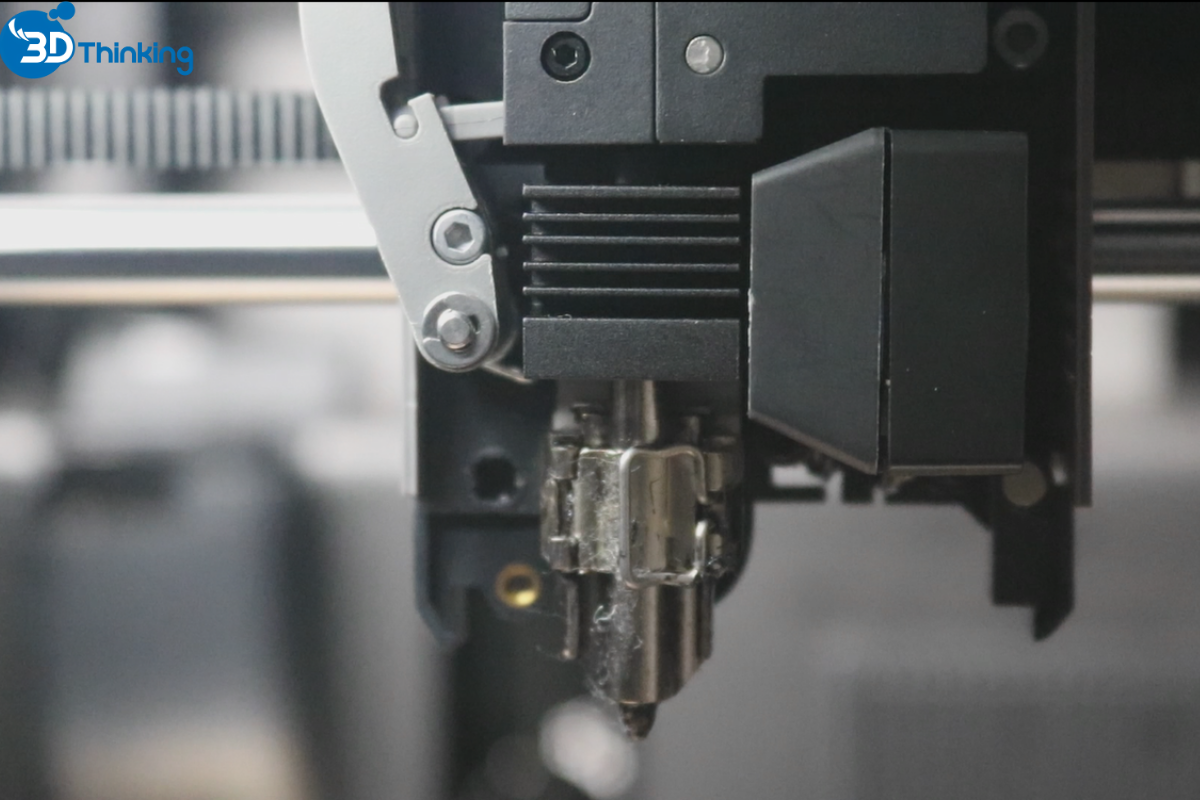
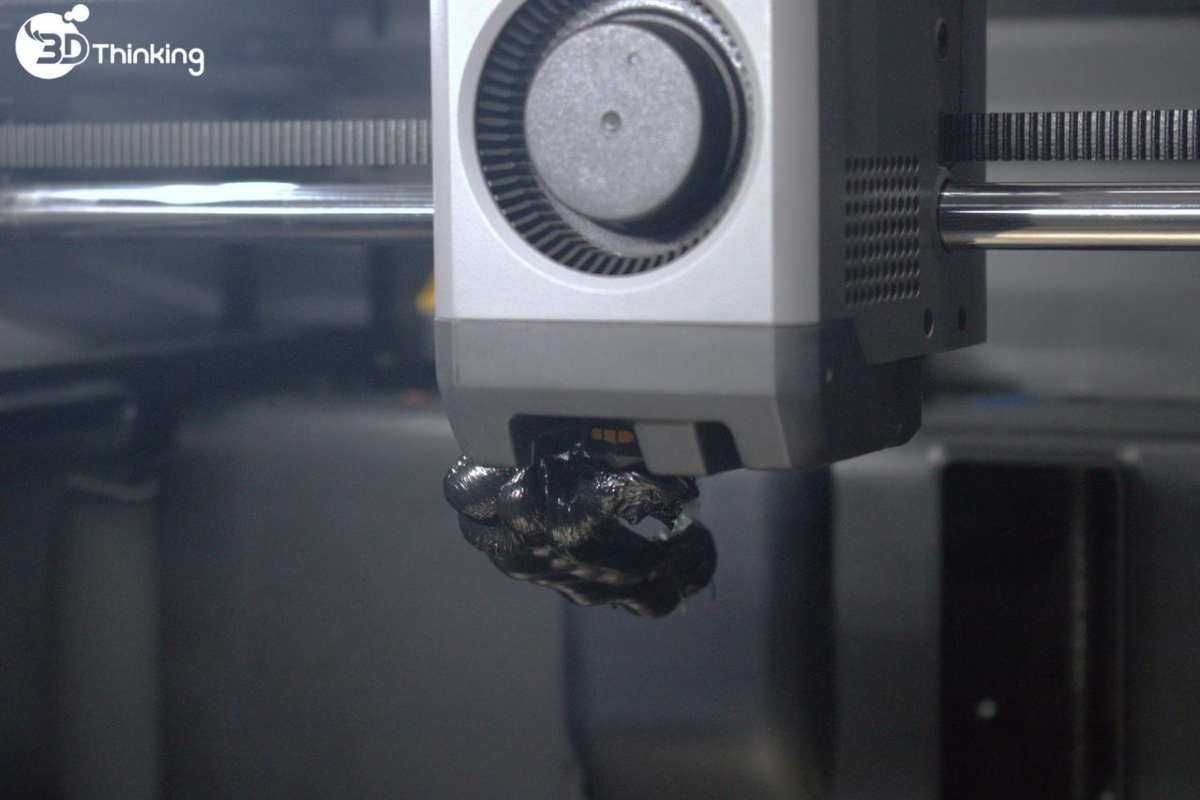
Nhựa bám cục trên cụm đầu nóng (Hotend Blob)
“Nhựa bám cục trên cụm đầu nóng (Hotend Blob)” là hiện tượng sợi nhựa in 3D (filament) nóng chảy tích tụ bất thường xung quanh cụm đầu nóng (hotend) trong quá trình in.
Hiện tượng này thường xảy ra khi các lớp đầu tiên của mô hình bị bong khỏi bề mặt in do độ bám dính kém và dính vào đầu in (nozzle), khiến sợi nhựa in 3D (filament) được đùn ra liên tục tích tụ lại, cuối cùng hình thành hiện tượng quấn nhựa nghiêm trọng quanh cụm đầu nóng (hotend), làm ảnh hưởng đến chất lượng in và thậm chí có thể làm hỏng cụm đầu nóng (hotend). Do đó, cần thực hiện vệ sinh vón nhựa cụm gia nhiệt P2S định kỳ để đảm bảo máy in hoạt động ổn định.
Dụng cụ cần thiết
Khi thực hiện vệ sinh vón nhựa cụm gia nhiệt P2S, cần chuẩn bị:
- Máy sấy tóc (chế độ nhiệt cao)
- Nhíp đầu dẹt
- Khăn giấy
- Găng tay chịu nhiệt
- Thời gian thực hiện: 25 phút

Lưu ý an toàn
Trước khi thực hiện bất kỳ thao tác bảo trì nào trên máy in hoặc các linh kiện điện tử của máy (bao gồm cả cáp cụm đầu in (toolhead)), vui lòng tắt nguồn máy in và ngắt kết nối nguồn điện để tránh chập mạch, có thể gây hư hỏng thêm cho thiết bị điện tử và tạo ra nguy cơ mất an toàn.
Khi thực hiện vệ sinh vón nhựa cụm gia nhiệt P2S, trước tiên hãy kiểm tra nhiệt độ của cụm đầu nóng (hotend) và bàn in gia nhiệt (heatbed), đồng thời tránh thao tác khi nhiệt độ còn cao. Nếu bắt buộc phải thao tác trong điều kiện nhiệt độ cao, vui lòng đeo găng tay chịu nhiệt để đảm bảo quá trình bảo trì được thực hiện an toàn và hiệu quả.
Các bước thực hiện
1. Hạ thấp bàn in gia nhiệt (Heatbed)
Nhấn nút trên màn hình để hạ thấp độ cao của bàn in gia nhiệt (heatbed), giúp tăng không gian thao tác trong quá trình thực hiện vệ sinh vón nhựa cụm gia nhiệt P2S.
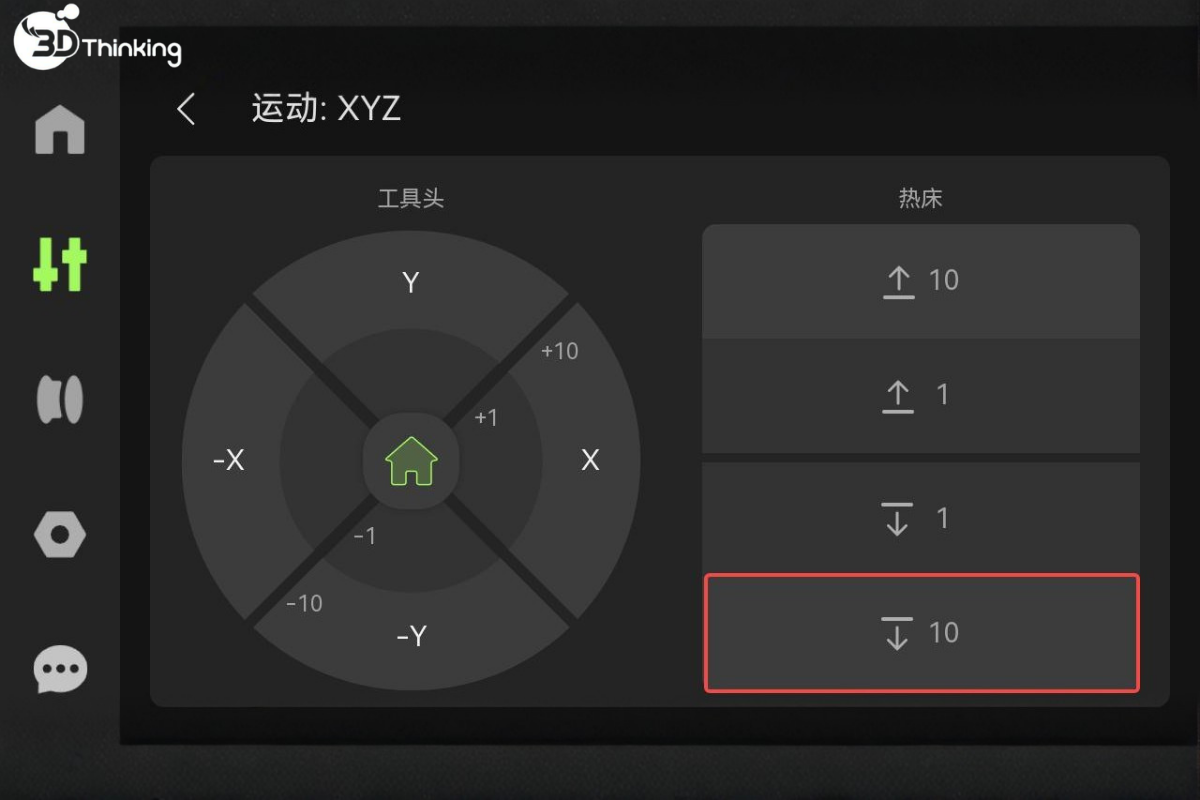
Lưu ý: Không nhấn nút homing để tránh va chạm và gây hư hỏng thứ cấp.
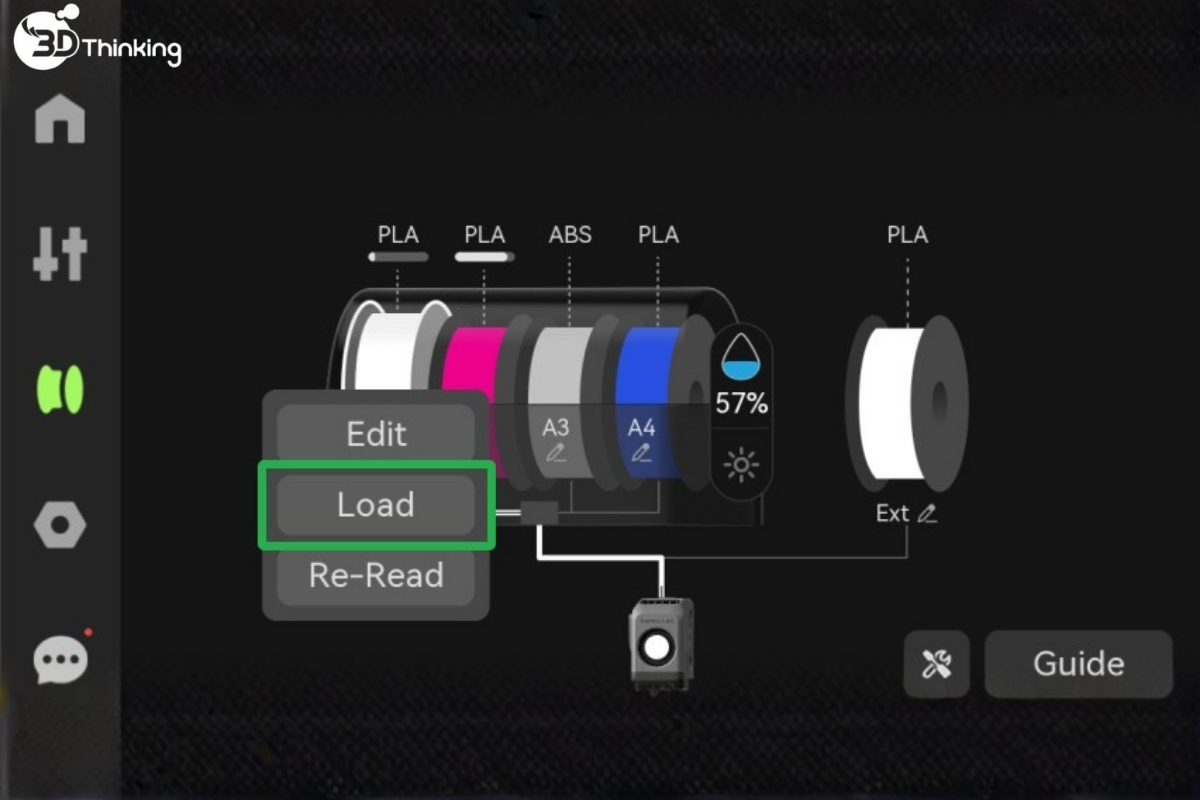
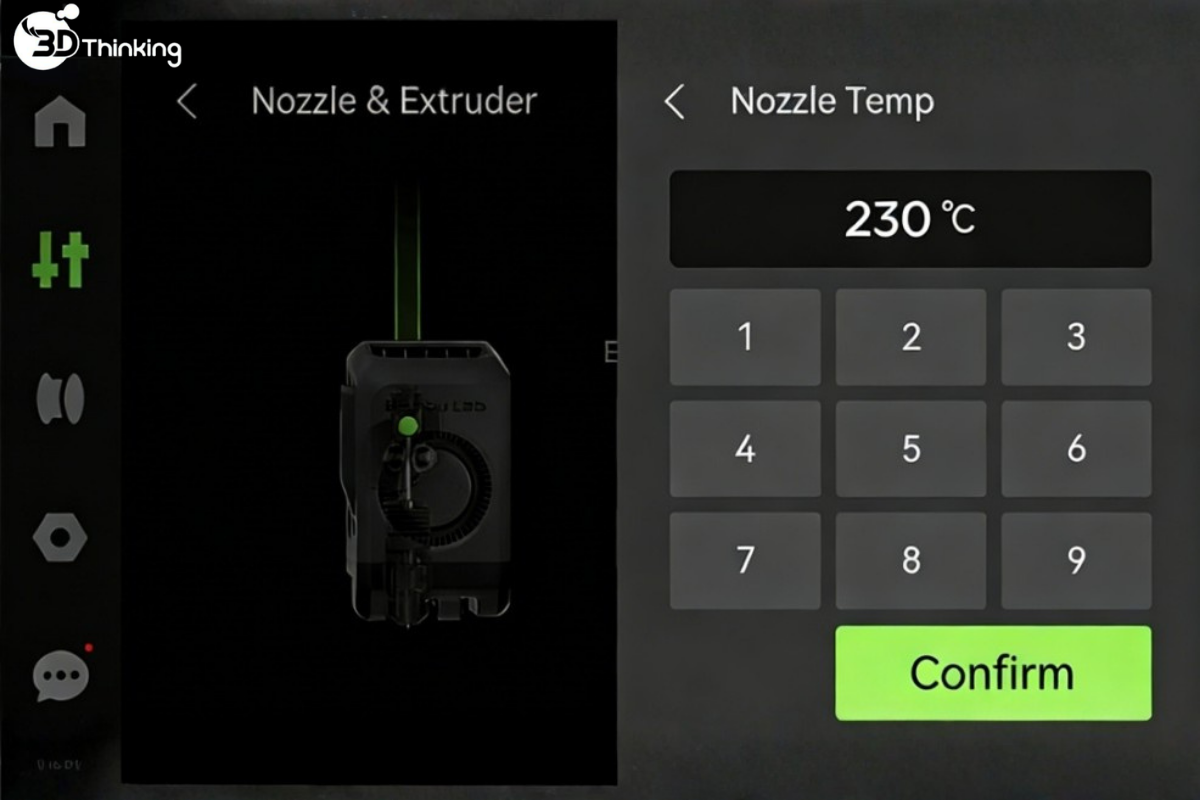
2. Làm nóng đầu in (Nozzle)
Đặt nhiệt độ của cụm đầu nóng (hotend) cao hơn nhiệt độ in của sợi nhựa (filament) để làm mềm nhựa trong quá trình vệ sinh vón nhựa cụm gia nhiệt P2S.
Lấy vật liệu PLA làm ví dụ: làm nóng cụm đầu nóng (hotend) đến 230°C, chờ khoảng 1 phút sau khi nhiệt độ ổn định, sau đó tiếp tục bước tiếp theo.
Lưu ý: Trong quá trình không in, cụm đầu nóng (hotend) sẽ tự ngừng gia nhiệt sau khi duy trì nhiệt độ cao trong một khoảng thời gian. Nếu bạn chưa hoàn tất thao tác xử lý trong thời gian này, hãy làm nóng lại cụm đầu nóng (hotend).
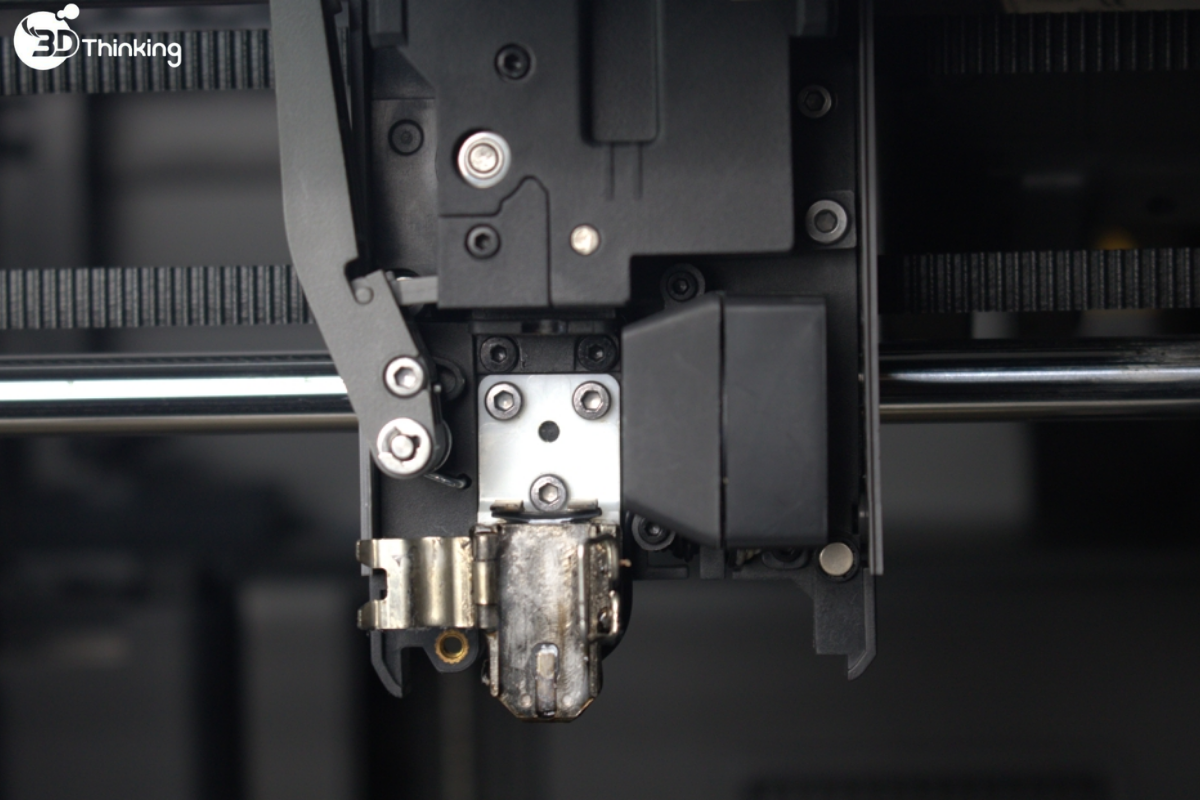
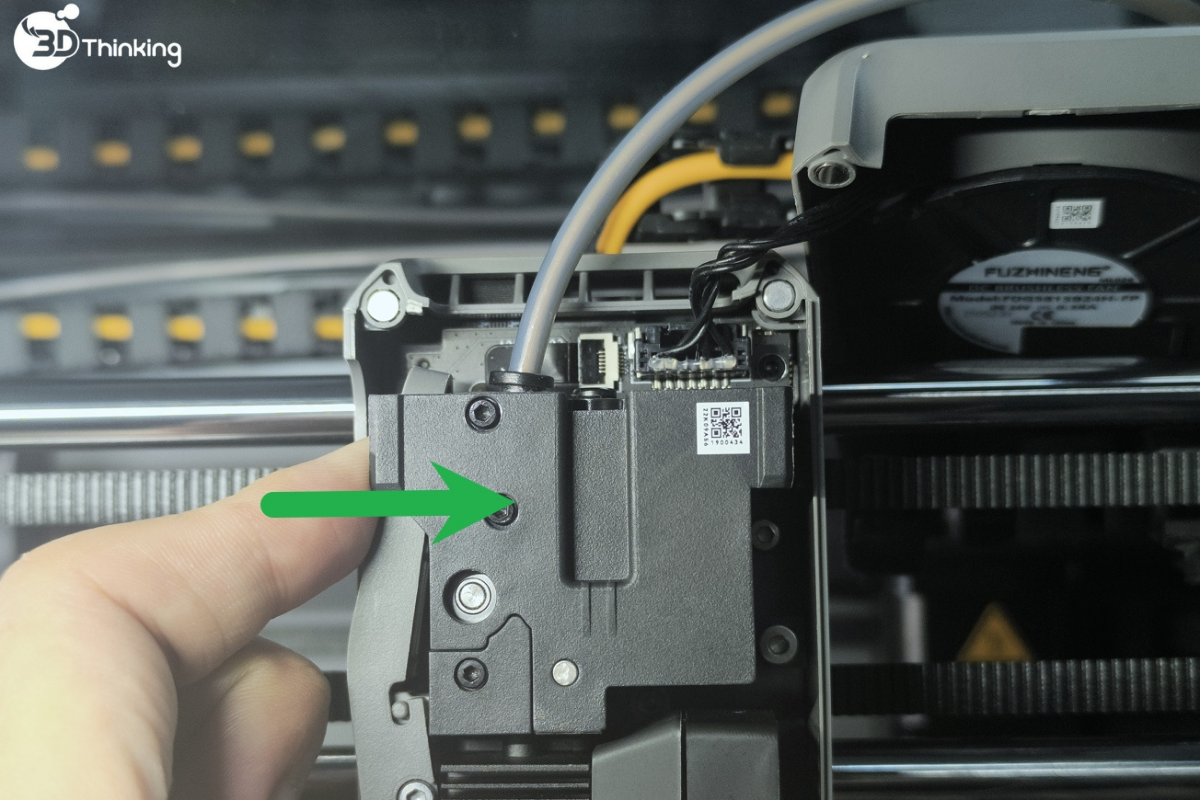
3. Mở nắp trước của cụm đầu in (Toolhead Front Cover)
Cẩn thận tháo cụm nắp trước của đầu in (toolhead front cover assembly) và kẹp tạm giữa xích cáp và trục X. Nếu có sợi nhựa (filament) bị mắc trên ống dẫn gió của nắp trước, hãy tham khảo các bước tiếp theo trong quy trình trong quy trình vệ sinh vón nhựa cụm gia nhiệt P2S để vệ sinh riêng phần đó.
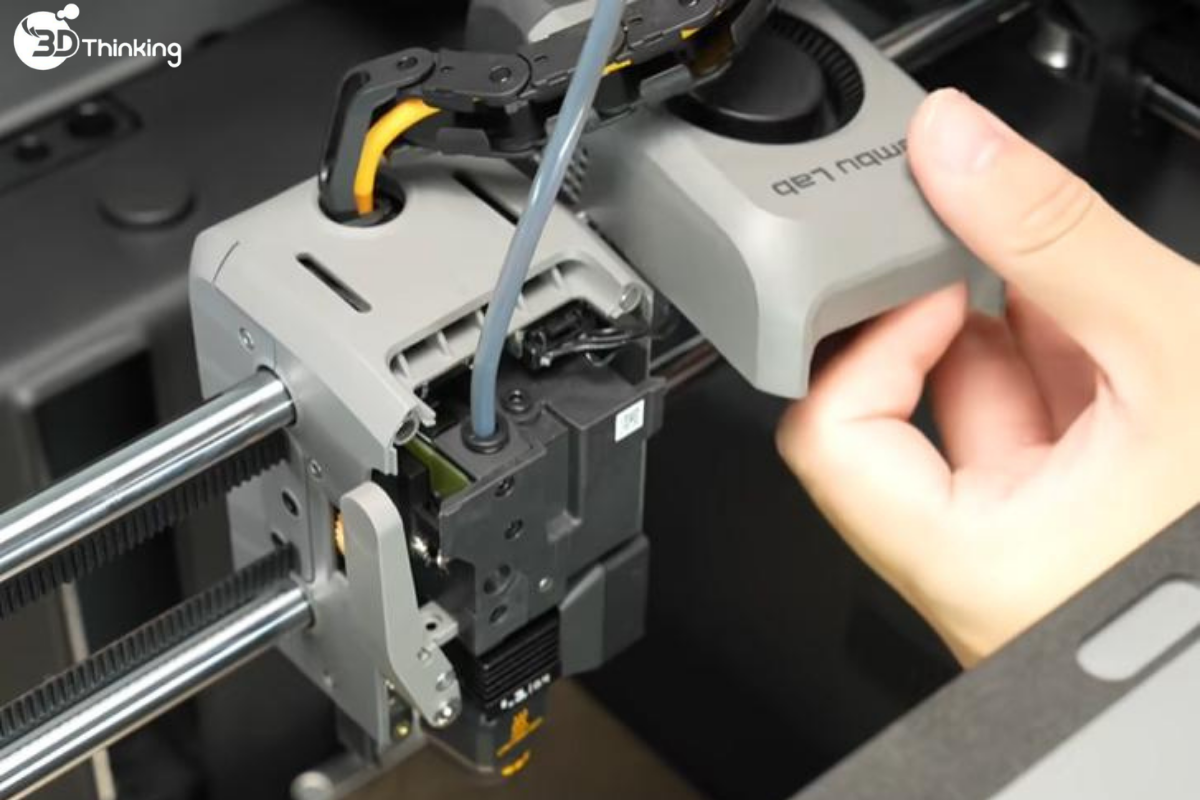
Nhấn dao cắt (cutter) để cắt sợi nhựa (filament).
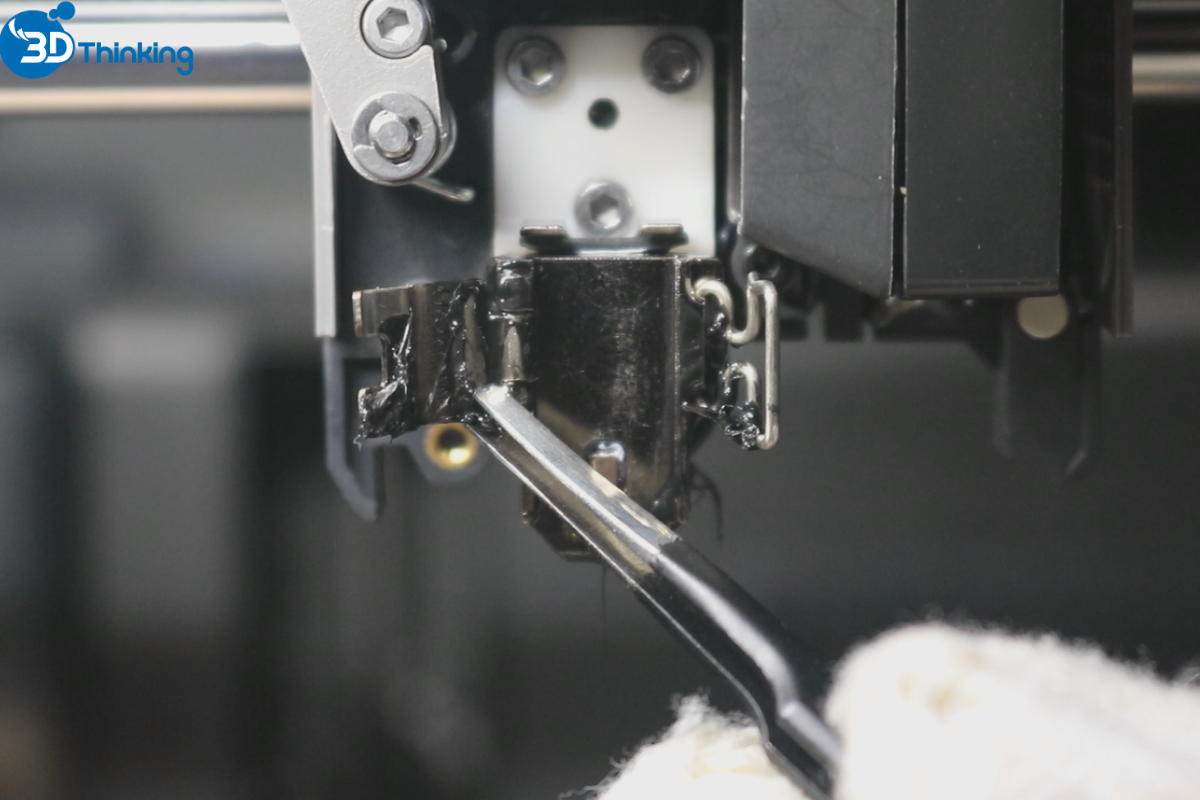
4. Làm sạch phần nhựa bám cục (Blob Filament)
Sau khi nhiệt độ đầu in (nozzle) tăng lên, sợi nhựa (filament) sẽ mềm ra. Lúc này, bạn có thể dùng nhíp để từ từ kéo phần nhựa bám cục (blob filament) xuống dưới và tháo ra.

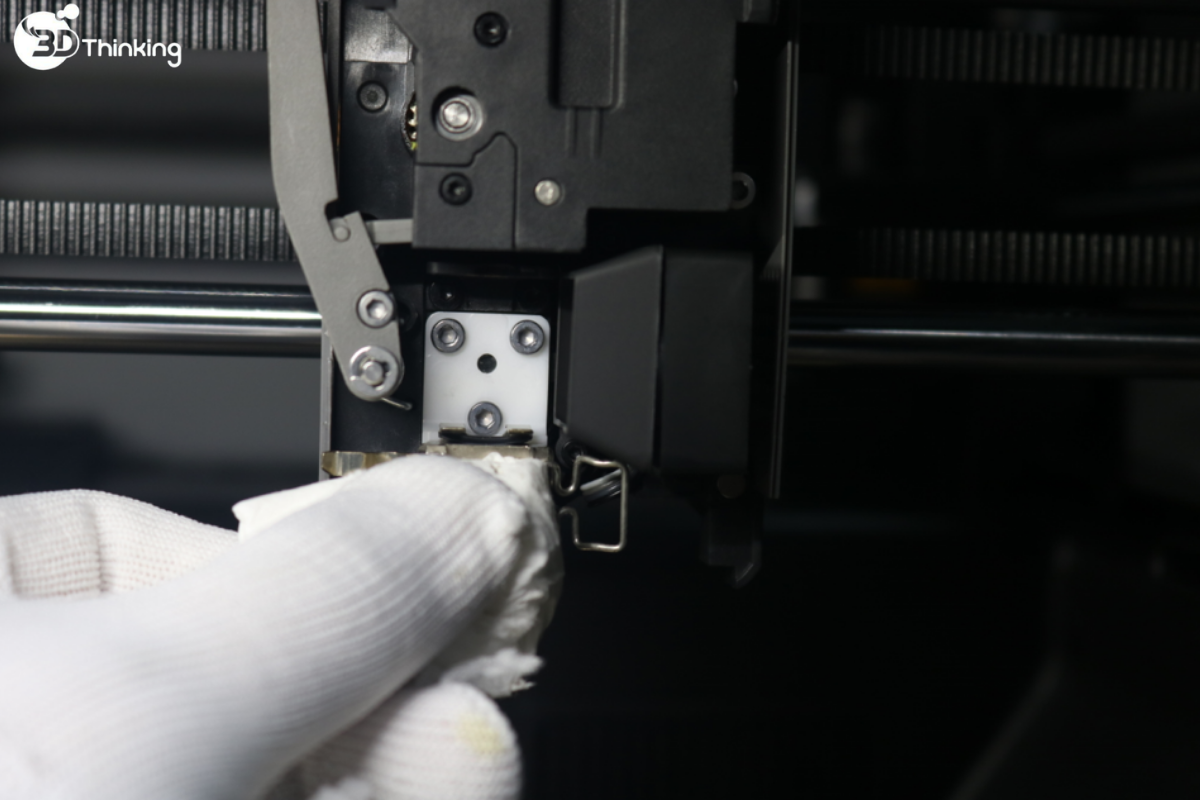
5. Tháo vỏ silicone cách nhiệt
Dùng nhíp kẹp cẩn thận vỏ silicone cách nhiệt và từ từ kéo ra ngoài.

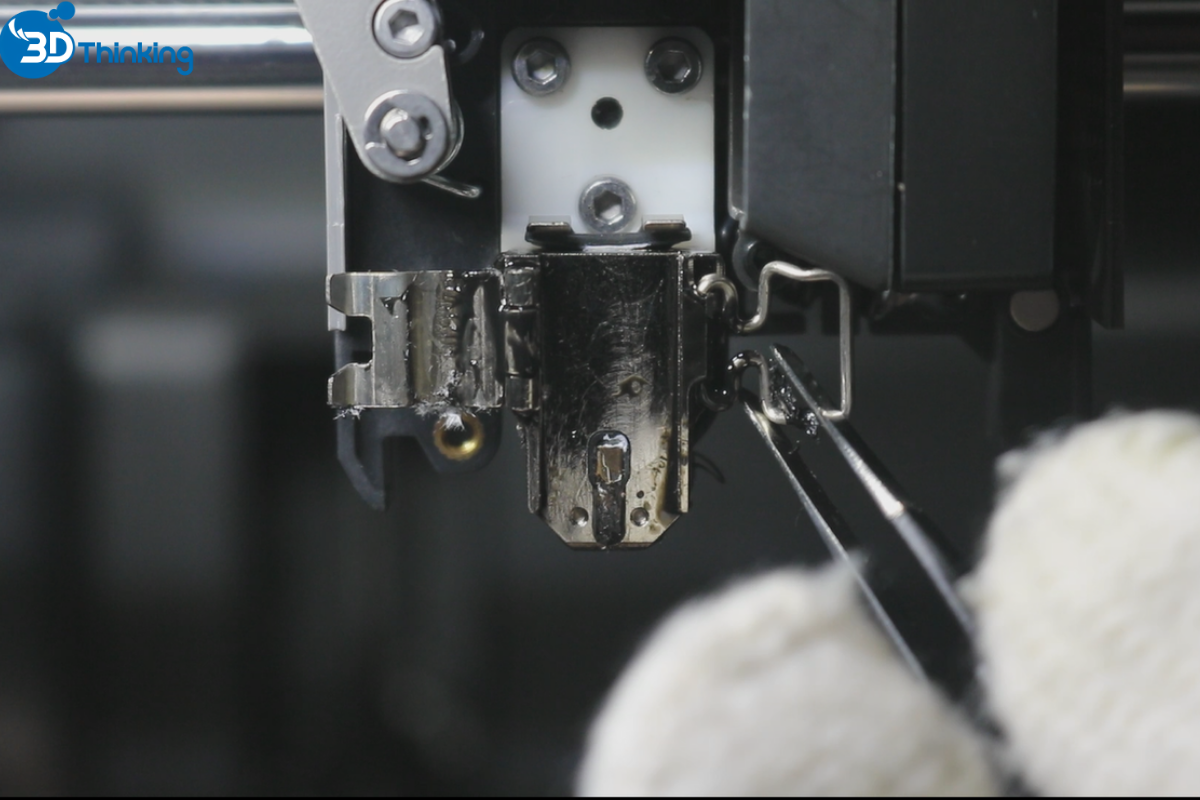
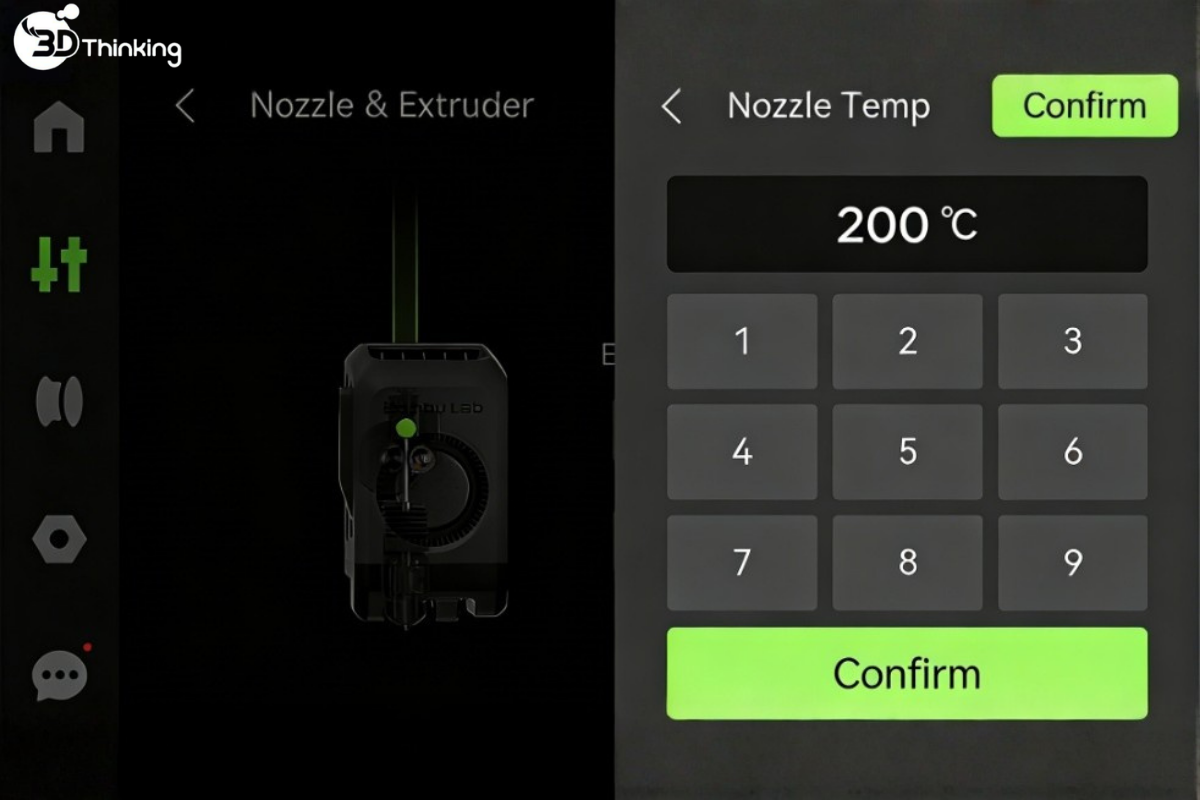
6. Vệ sinh cụm gia nhiệt đầu nóng (Hotend Heating Assembly) và cụm đầu nóng (Hotend)
Hạ nhiệt độ đầu in (nozzle) xuống khoảng 200°C để hạn chế khói nhựa trong quá trình xử lý vệ sinh vón nhựa cụm gia nhiệt P2S.
Dùng nhíp cẩn thận loại bỏ sợi nhựa (filament) xung quanh cụm gia nhiệt đầu nóng (hotend heating assembly).

Lưu ý: Hãy thao tác cẩn thận để tránh dùng lực quá mạnh làm đứt cáp.
Mở kẹp giữ và dùng nhíp cẩn thận tháo đầu in (nozzle) ra.