





















































Vệ sinh và bảo dưỡng định kỳ P2S là rất quan trọng để đảm bảo máy in 3D luôn vận hành ổn định, hạn chế các lỗi trong quá trình in và duy trì chất lượng bản in theo thời gian. Nếu không được bảo trì đúng cách, bụi bẩn, vón nhựa hoặc hao mòn linh kiện có thể ảnh hưởng trực tiếp đến hiệu suất và tuổi thọ của máy.
Trong bài viết này, 3D Thinking sẽ hướng dẫn các bạn cách vệ sinh và bảo dưỡng định kỳ P2S đúng cách, giúp tối ưu hiệu suất hoạt động, hạn chế sự cố và giữ cho máy in 3D luôn trong trạng thái vận hành tốt nhất.
Vệ sinh và bôi trơn trục XYZ
Lịch bôi trơn định kỳ
Tùy thuộc vào tần suất sử dụng máy in, khuyến nghị các chu kỳ vệ sinh và bảo dưỡng định kỳ P2S như sau:
- Sử dụng tần suất cao (trung bình ≥ 5 giờ in/ngày): Vệ sinh và bôi trơn trục XY mỗi tháng 1 lần, bảo trì sâu trục Z mỗi 3 tháng.
- Sử dụng bình thường (trung bình 1–5 giờ in/ngày): Bảo trì trục XY mỗi 2 tháng; trục Z mỗi 4 tháng.
- Sử dụng tần suất thấp (trung bình < 1 giờ in/ngày): Bảo trì trục XY mỗi 3 tháng; trục Z mỗi 5 tháng.
Vật liệu cần chuẩn bị
- Dầu bôi trơn
- Mỡ bôi trơn
- Khăn không dệt
- Cồn
- Găng tay
Bôi trơn và bảo trì trục X
Trong quá trình vệ sinh và bảo dưỡng định kỳ P2S, việc bảo trì và bôi trơn trục X đúng cách sẽ giúp máy in 3D vận hành ổn định, giảm tiếng ồn và hạn chế hao mòn linh kiện theo thời gian.
Dùng khăn lau lau dọc theo trục X cho đến khi không còn thấy vết dầu hoặc mảnh vụn sợi nhựa (filament debris). Đồng thời kiểm tra dây đai; nếu bị bẩn, hãy dùng khăn không dệt để vệ sinh.

Nhỏ dầu bôi trơn đều dọc theo trục theo phương pháp nhỏ giọt (1–2 giọt mỗi 5 cm). Cả trục trên và trục dưới đều cần được bôi trơn đầy đủ để đảm bảo hệ thống chuyển động hoạt động ổn định.
Lưu ý: Không sử dụng mỡ bôi trơn.

Di chuyển cụm đầu in (toolhead) bằng tay qua lại dọc toàn bộ trục X khoảng 3–5 lần để đảm bảo dầu bôi trơn được trải đều thành một lớp màng mỏng trên trục.

Sau đó, dùng khăn không xơ lau nhẹ hai đầu trục để loại bỏ phần dầu thừa và ngăn bụi bám.
 |  |
Lưu ý: Khi đẩy cụm đầu in (toolhead), hãy giữ tốc độ chậm để đảm bảo ống lót than chì có thể hấp thụ hoàn toàn dầu bôi trơn. Nếu di chuyển quá nhanh, dầu bôi trơn có thể bị đẩy trực tiếp ra khung máy, làm giảm hiệu quả bôi trơn.
Bôi trơn và bảo trì trục Y
Trong quá trình vệ sinh và bảo dưỡng định kỳ P2S, việc bảo trì và bôi trơn trục Y giúp giảm ma sát, hạn chế rung lắc và duy trì độ chính xác khi máy in 3D vận hành ở tốc độ cao.
Dùng khăn không dệt thấm cồn để lau kỹ cả hai bên trục Y nhằm loại bỏ bụi bẩn, dầu cũ và cặn sợi nhựa tích tụ trong quá trình sử dụng.

Sau khi vệ sinh xong, bôi dầu bôi trơn lên các trục với lượng tương tự như trục X để đảm bảo hiệu quả bảo dưỡng định kỳ P2S và giúp chuyển động của trục luôn mượt mà.
Lưu ý: Không sử dụng mỡ bôi trơn.

Di chuyển cụm đầu in (toolhead) bằng tay qua lại dọc trục Y khoảng 3–5 lần để dầu bôi trơn thẩm thấu vào các ổ trục.

Nếu có dầu thừa, hãy dùng khăn không xơ để lau sạch phần dầu dư.
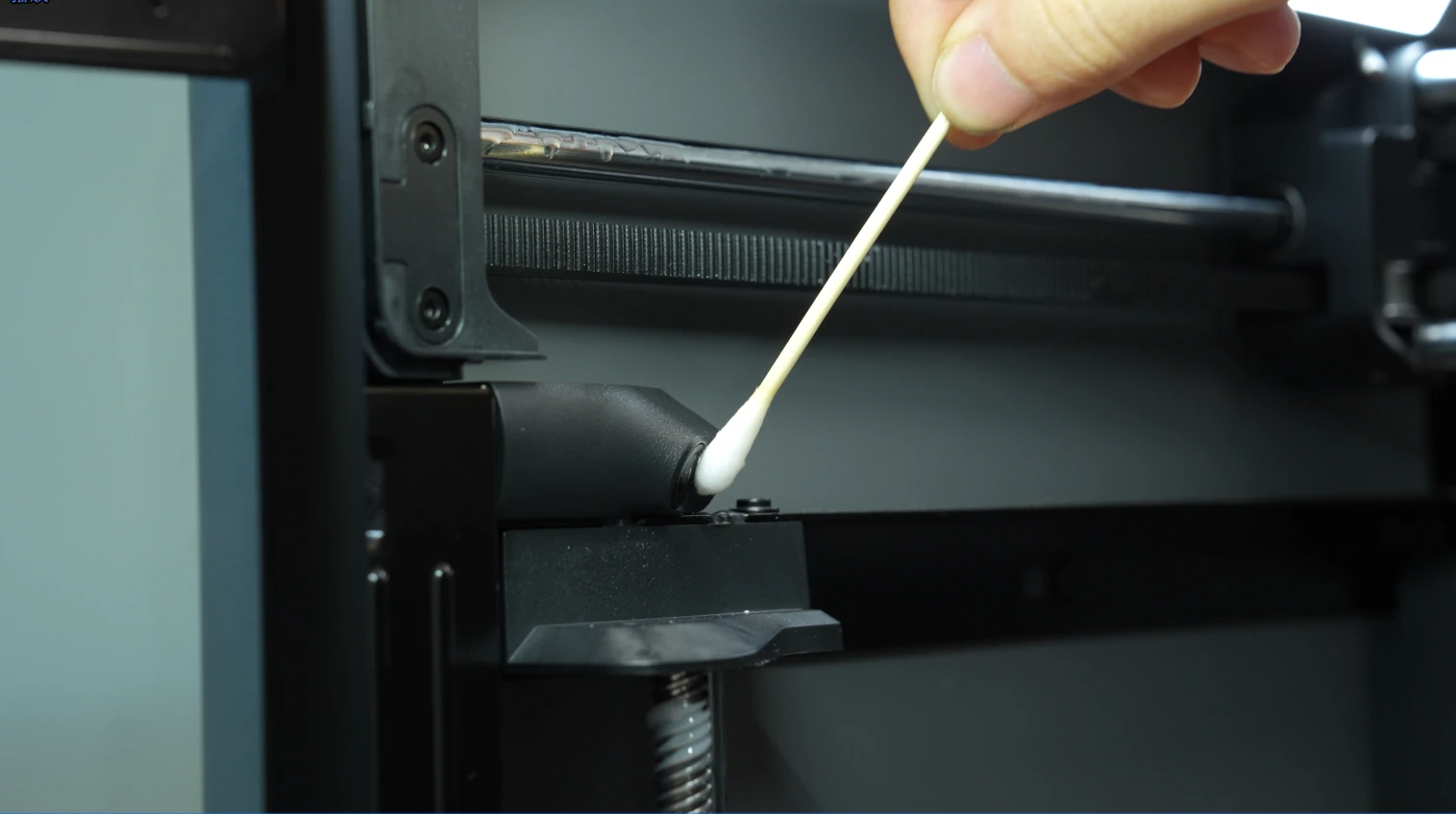
Bôi trơn và bảo trì trục Z
Trong quá trình vệ sinh và bảo dưỡng định kỳ P2S, việc bảo trì và bôi trơn trục Z đúng cách sẽ giúp bàn in di chuyển ổn định, giảm tiếng ồn và duy trì độ chính xác khi in các mẫu có chiều cao lớn.
Lưu ý: Trong một số trường hợp hiếm, dây đai Z có thể phát ra tiếng kêu khi di chuyển. Có thể nhỏ một lượng rất nhỏ dầu bôi trơn vào điểm tiếp xúc giữa dây đai và bánh dẫn hướng của bộ căng dây đai Z (Z Belt Tensioner Idler) để giảm tiếng ồn. Chỉ sử dụng một lượng tối thiểu; bôi trơn quá mức có thể làm trục Z hoạt động không chính xác hiệu quả.
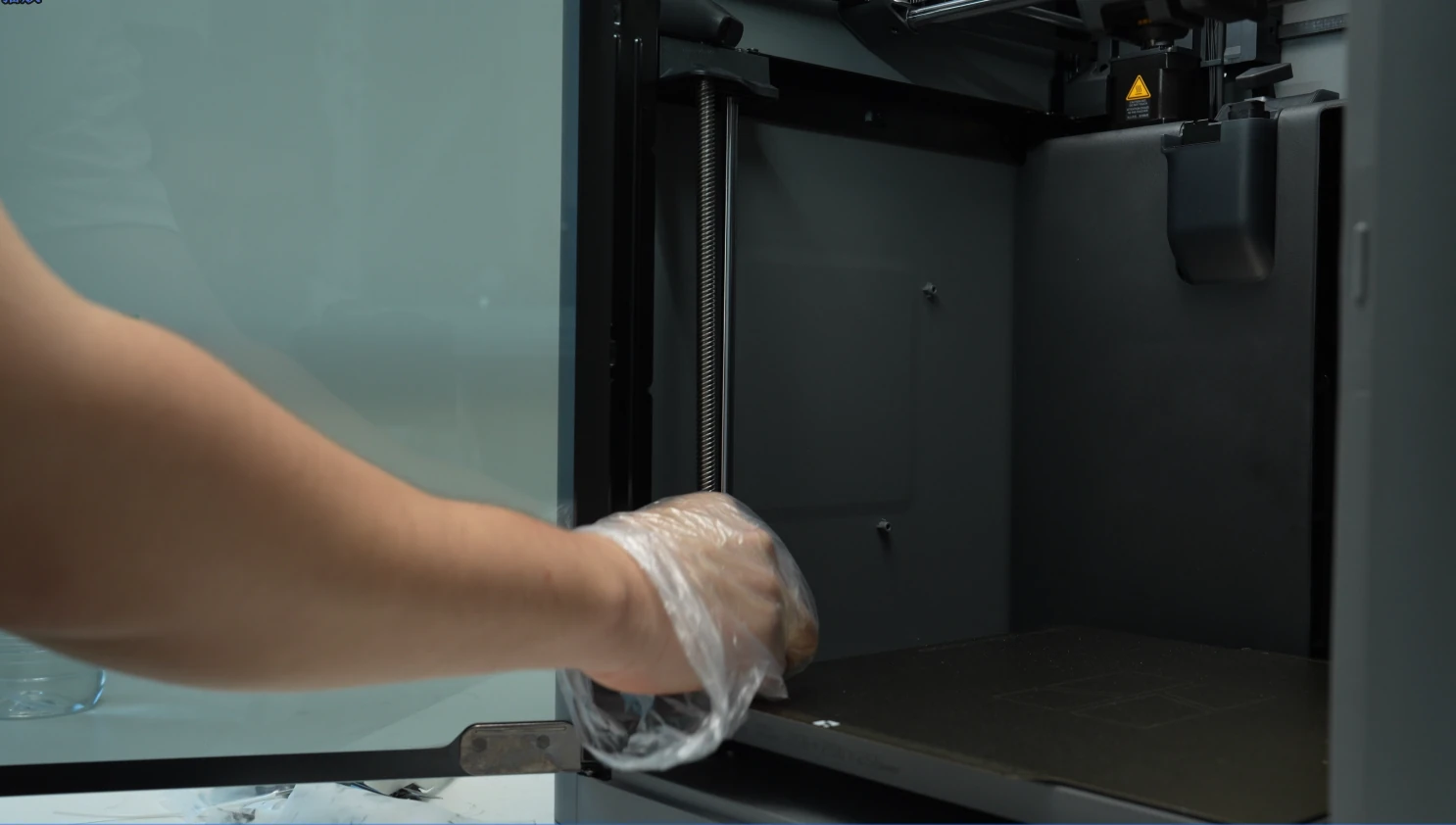
Bật nguồn máy in, thực hiện lệnh “Home” trên bảng điều khiển, chờ cho đến khi bàn in trở về vị trí gốc cơ khí, sau đó dùng nút hạ xuống để đưa bàn in xuống vị trí thấp nhất.
 |  |
Dùng khăn không dệt thấm cồn để vệ sinh trục vít Z, thanh dẫn hướng bên trái và bên phải, và trục vít phía sau bàn in. Đảm bảo không còn cặn bẩn trong các rãnh ren.
Đặc biệt chú ý khu vực đai ốc trục vít và vùng tiếp xúc của nó; nếu cần, dùng nhíp để loại bỏ các mảnh sợi nhựa (filament debris).
 | 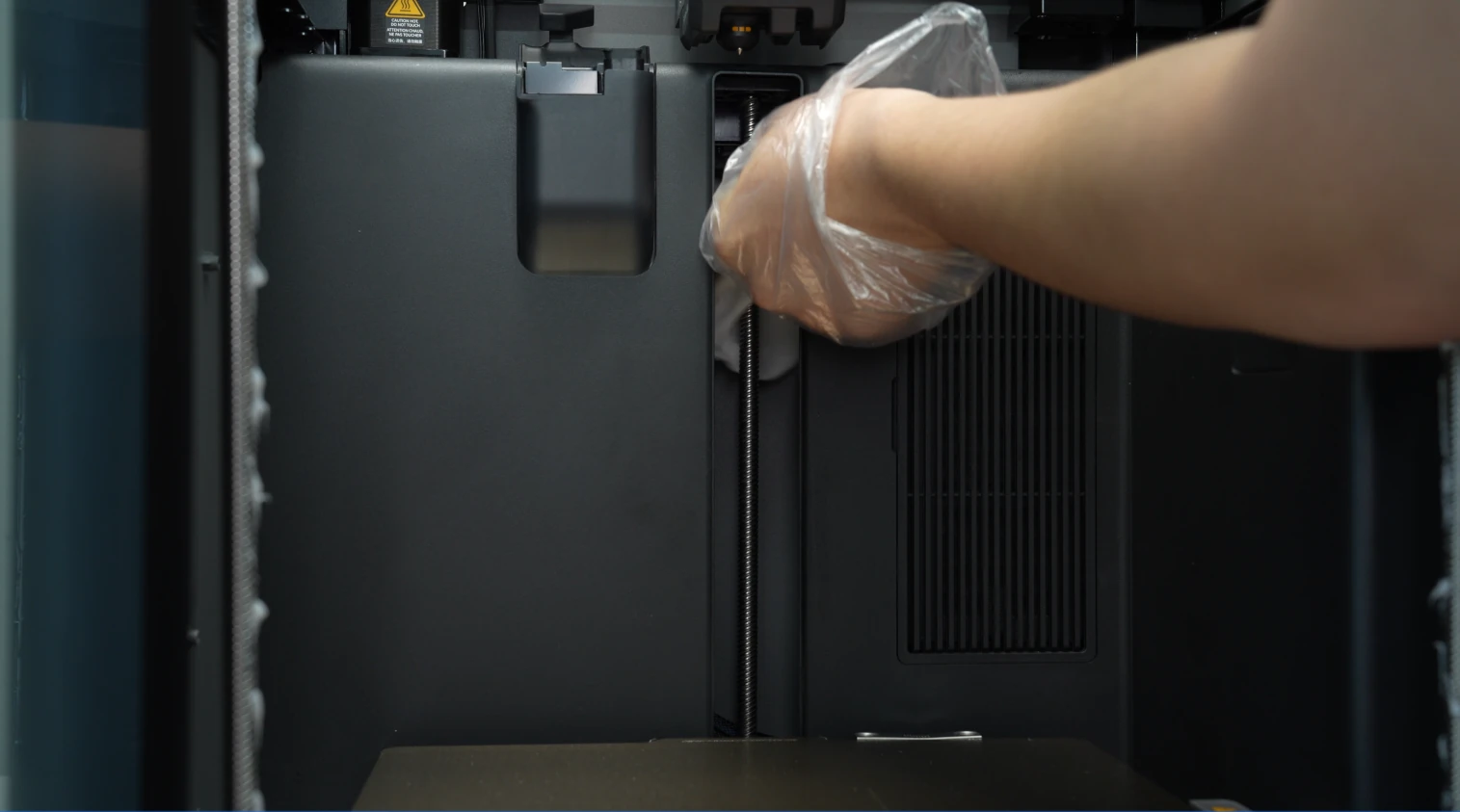 |
Bôi đều mỡ bôi trơn lên cả ba trục vít và bôi dầu bôi trơn lên các thanh dẫn hướng bên trái và bên phải để đảm bảo hệ thống chuyển động hoạt động mượt mà trong suốt quá trình bảo dưỡng định kỳ P2S.
 |  |
Sau đó, sử dụng bảng điều khiển để di chuyển bàn in từ vị trí thấp nhất lên cao nhất rồi quay lại, lặp lại 3–5 chu kỳ để phân bố đều mỡ bôi trơn và dầu bôi trơn.

Bôi trơn các ổ trục Z bằng cách nhỏ dầu vào phần đáy của cả ba trục vít. Nếu có mảnh vụn, hãy dùng khăn không dệt để làm sạch.
 |  |
Hiệu chuẩn toàn bộ
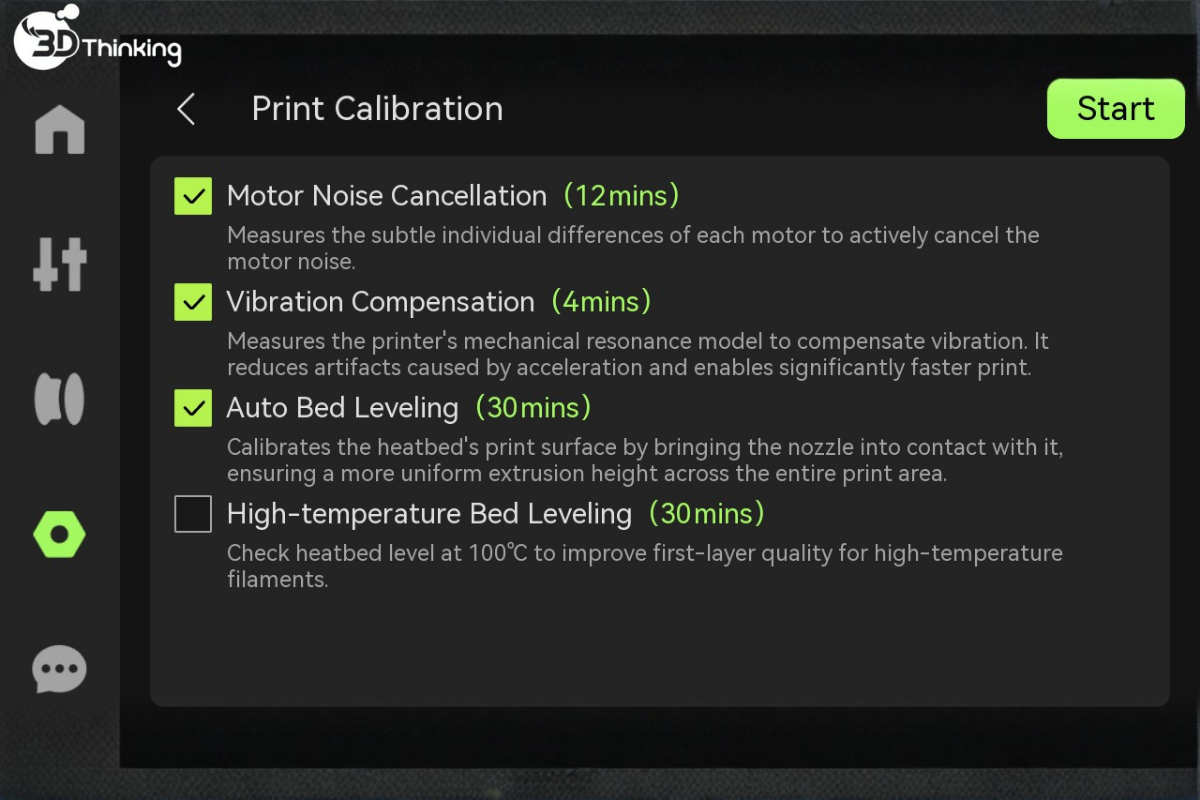
Sau khi hoàn tất quá trình vệ sinh và bôi trơn các trục XYZ trong quy trình bảo dưỡng định kỳ P2S, hãy thực hiện hiệu chuẩn toàn bộ thông qua giao diện thiết bị để đảm bảo hệ thống cơ khí hoạt động ổn định và đạt hiệu suất in tối ưu.
Quá trình hiệu chuẩn này bao gồm các bước như: khử nhiễu tiếng ồn động cơ (motor noise cancellation), bù rung (vibration compensation) và cân bằng bàn in tự động (auto bed leveling). Đây là bước quan trọng trong quá trình bảo dưỡng định kỳ P2S, giúp cải thiện chất lượng bề mặt bản in, tăng độ chính xác khi vận hành ở tốc độ cao và đảm bảo sự phối hợp đồng bộ giữa các trục chuyển động của máy in 3D.
Thay thế bộ lọc than hoạt tính
Trong quá trình bảo dưỡng định kỳ P2S, việc kiểm tra và thay thế bộ lọc than hoạt tính giúp duy trì hiệu quả lọc không khí, giảm mùi phát sinh khi in và hạn chế bụi mịn tích tụ bên trong máy in 3D. Mở nắp bộ lọc bằng kẹp bên hông, sau đó dùng tay cầm ở phía trên và phía dưới để kéo bộ lọc ra ngoài.
 |  |

Lưu ý: Nếu nắp bị bám bụi hoặc cặn bẩn và không thể làm sạch theo cách thông thường, hãy rửa dưới vòi nước và chà bằng bàn chải. Đảm bảo nắp đã khô hoàn toàn trước khi lắp lại, vì bất kỳ độ ẩm còn sót lại nào cũng có thể ảnh hưởng đến các linh kiện điện tử lân cận và làm giảm hiệu quả của quá trình bảo dưỡng định kỳ P2S.
Vệ sinh bộ đùn (Extruder Cleaning)
Trong quá trình bảo dưỡng định kỳ P2S, việc vệ sinh bộ đùn (extruder) giúp hạn chế tình trạng kẹt sợi, trượt sợi và đảm bảo khả năng cấp sợi ổn định khi in tốc độ cao.
Bước 1: Dùng nhíp mở nắp đầu nối và ngắt kết nối cáp cảm biến sợi nhựa (filament sensor cable).
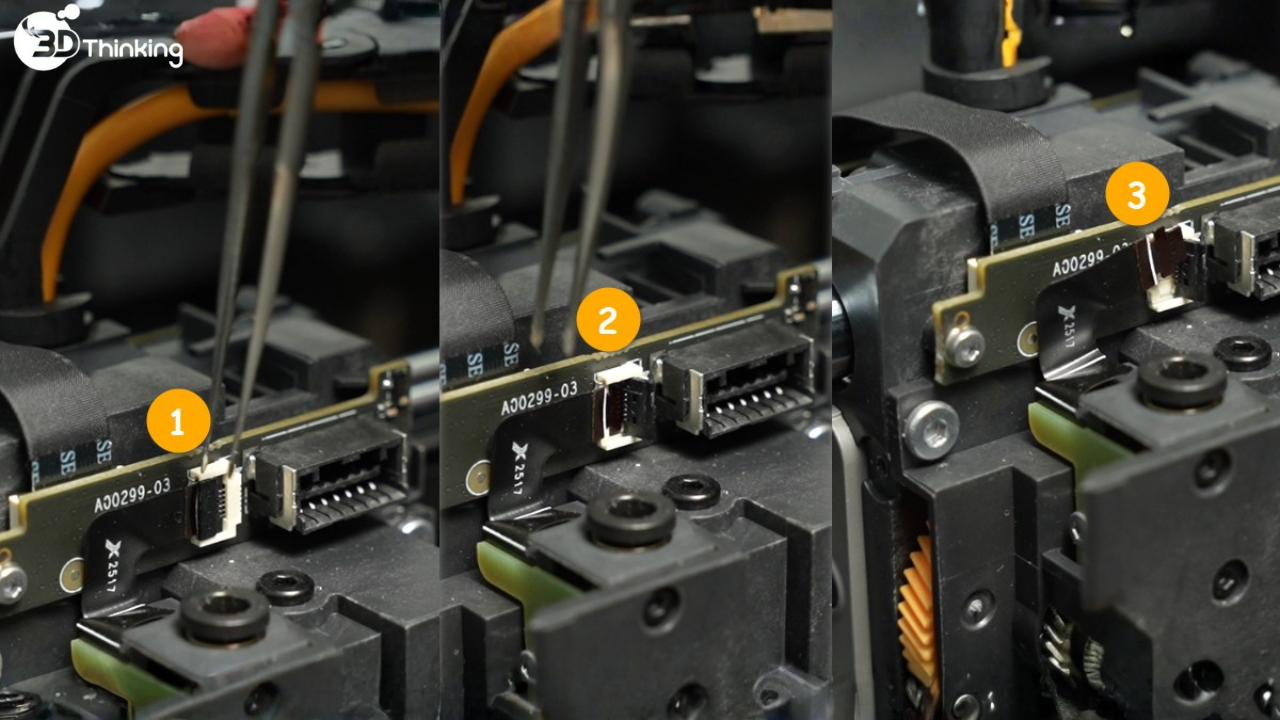
Bước 2: Tháo 4 vít bằng lục giác H2.0 và gỡ bộ đùn (extruder) ra.
 |  |
Bước 3: Tháo 2 vít bằng lục giác H1.5 để tháo rời cụm bo mạch công tắc Hall (Hall switch board assembly).
 |  |
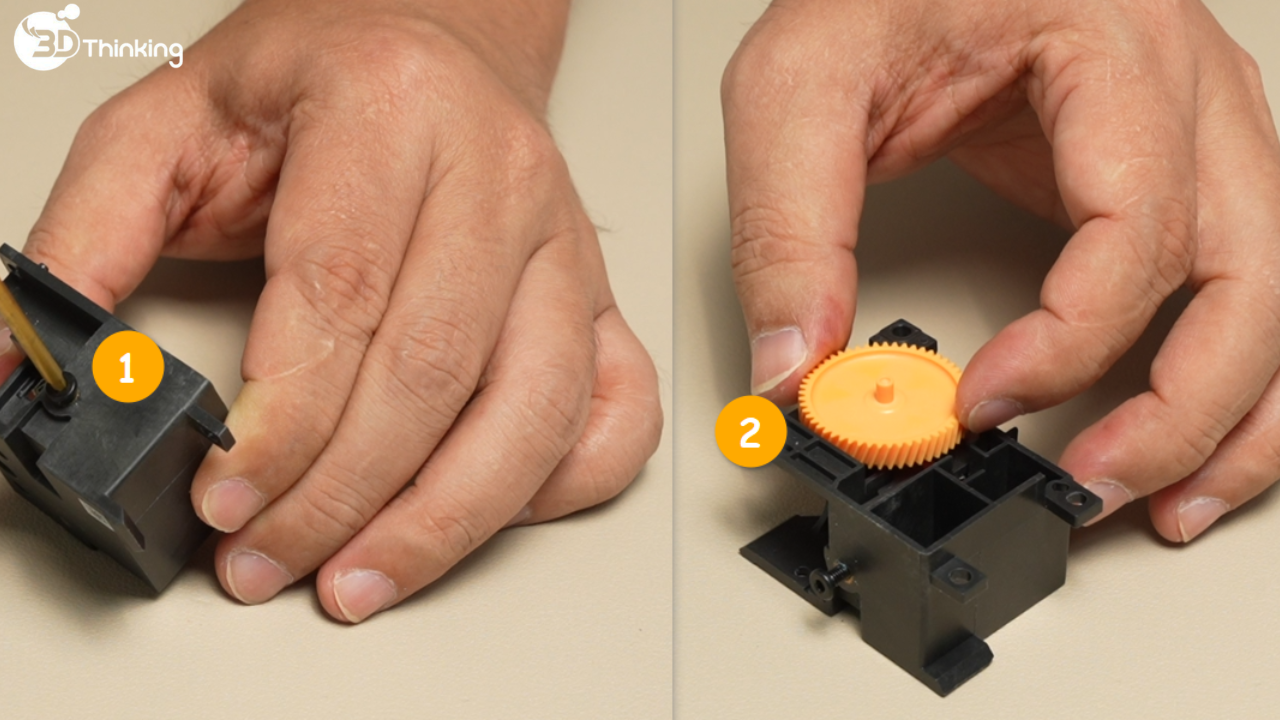
Bộ đùn (extruder) chứa các chi tiết nhỏ; hãy đặt chúng trên bề mặt sạch với các bánh răng hướng lên trên để tránh thất lạc linh kiện
Bước 4: Nới lỏng 1 vít bằng lục giác H2.0 và tháo bánh răng truyền động màu vàng.
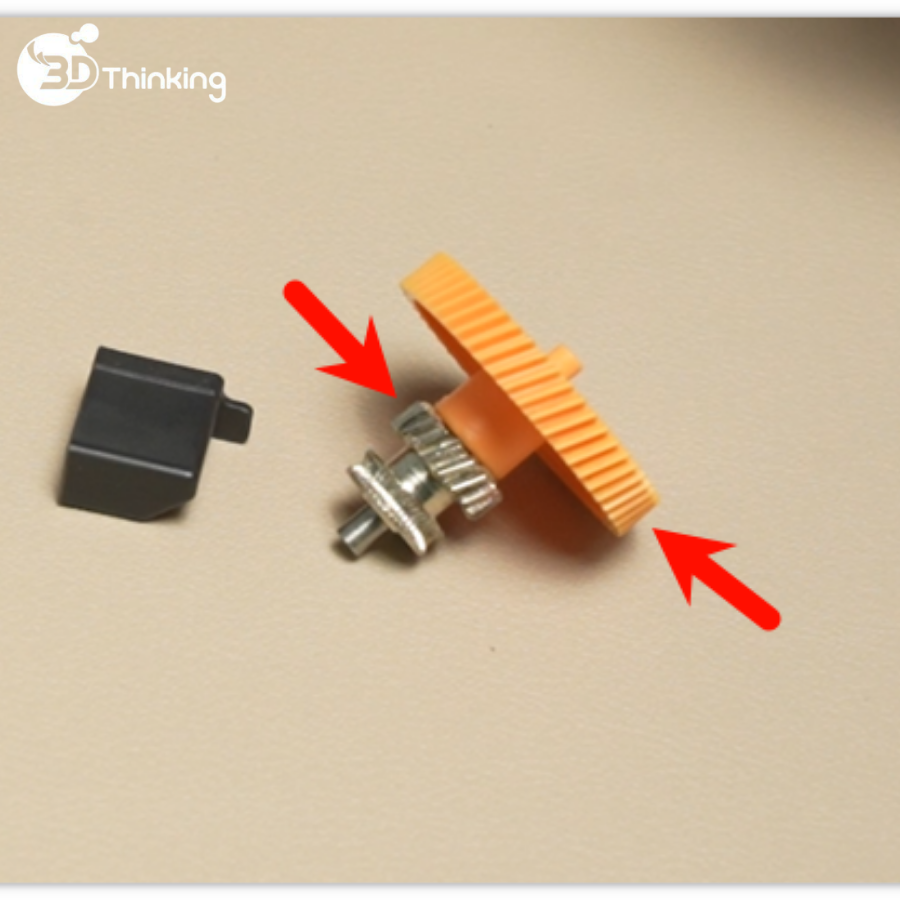
Bôi chất bôi trơn vào hai vị trí bánh răng như hình minh họa bên dưới. Không sử dụng quá nhiều chất bôi trơn, vì nếu bắn lên sợi nhựa (filament) sẽ gây giảm độ bám dính.
Vệ sinh đầu in (Nozzle Cleaning)
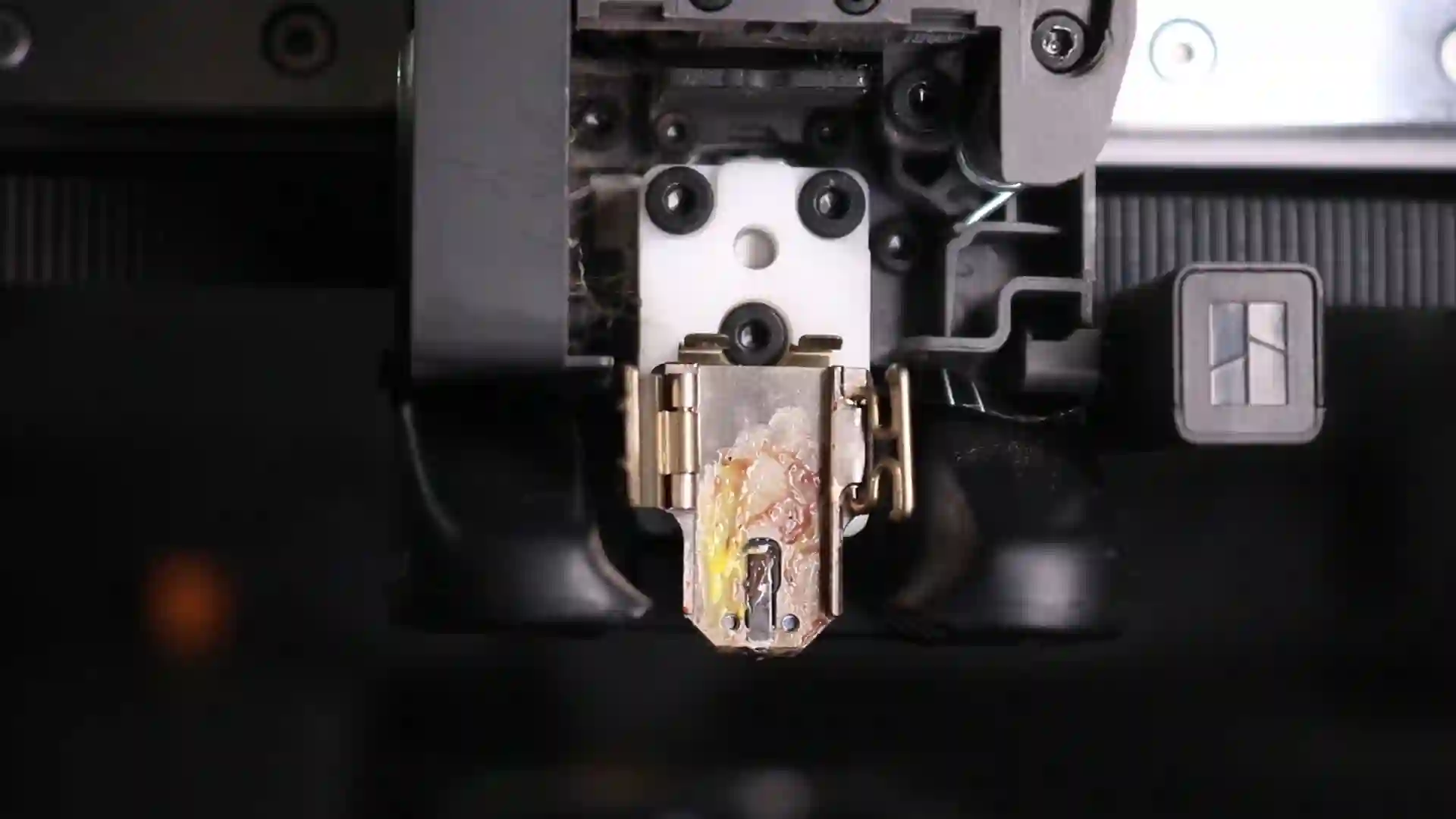
Trong quá trình bảo dưỡng định kỳ P2S, việc vệ sinh đầu in (nozzle) định kỳ giúp hạn chế hiện tượng tắc nozzle, cháy nhựa và cải thiện chất lượng bề mặt bản in. Trên màn hình, làm nóng đầu in (nozzle) đến khoảng 250°C, tháo ra cẩn thận và dùng khăn giấy sạch lau sạch.

Đeo găng tay chịu nhiệt trong quá trình vệ sinh; cẩn thận tránh bị bỏng do nhiệt độ cao.
Sau khi vệ sinh đầu in (nozzle), kiểm tra trên màn hình xem nhiệt độ khối gia nhiệt (heater block) vẫn được duy trì ở 250°C, sau đó tiến hành làm sạch bề mặt khối gia nhiệt.
Khối gia nhiệt (heater block) của H2S và P2S có cấu trúc tương tự nhau; quy trình vệ sinh là giống nhau.
Bảo trì quạt cụm đầu in (Toolhead Fans Maintenance)
Cụm đầu in (toolhead) của P2S được trang bị quạt làm mát chi tiết (part-cooling fan) và quạt hotend. Sau thời gian sử dụng dài, bụi có thể tích tụ trên các quạt này, làm giảm tốc độ quay của quạt. Việc vệ sinh quạt cụm đầu in giúp duy trì hiệu quả làm mát, ổn định nhiệt độ khi in và hạn chế lỗi in do quá nhiệt hoặc giảm lưu lượng gió.
 |  |
| Quạt làm mát chi tiết (Part-Cooling Fan) | Quạt làm mát đầu nóng (Hotend Fan) |
- Dụng cụ bảo trì: Nhíp, chổi, khăn không xơ
- Quy trình bảo trì: Vệ sinh
Quạt làm mát chi tiết: Sau thời gian sử dụng dài, bụi hoặc mảnh vụn có thể tích tụ bên trong quạt. Tháo 4 vít ở mặt sau, sau đó nhẹ nhàng đẩy quạt ra bằng cách ấn vào cánh quạt bằng ngón tay trước khi tiến hành vệ sinh. Đây là bước quan trọng trong quy trình bảo dưỡng định kỳ P2S nhằm đảm bảo luồng gió làm mát luôn ổn định.

Quạt hotend (Hotend Fan): Kiểm tra xem có bụi hoặc mảnh vụn tích tụ bên trong quạt hay không và tiến hành vệ sinh khi cần thiết.
Bảo trì dao cắt của cụm đầu in (Toolhead Cutter Maintenance)
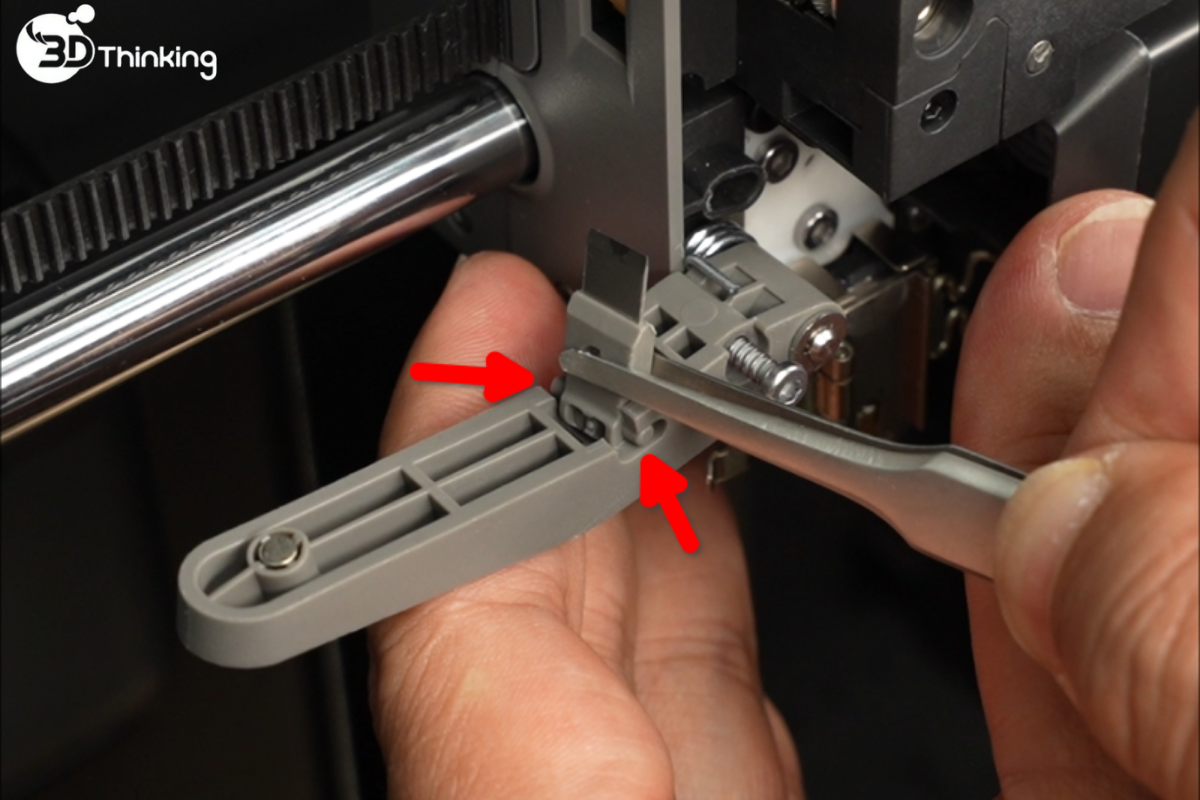
Dao cắt của cụm đầu in dùng để cắt sợi nhựa (filament) trong quá trình thay vật liệu. Lưỡi dao có thể bị cùn theo thời gian và cần được kiểm tra định kỳ để tránh hiện tượng cắt không dứt hoặc kẹt sợi trong hệ thống cấp liệu.
- Đối với PLA / PETG / ABS / PC: kiểm tra sau mỗi 8–12 cuộn nhựa. Thay thế nếu lưỡi dao bị cùn.
- Đối với các loại sợi nhựa có tính mài mòn cao (PA+CF / PA+GF / PPA+CF): kiểm tra sau mỗi 4–10 cuộn nhựa. Thay thế nếu lưỡi dao bị cùn.
Vệ sinh camera Live View
Trong quá trình sử dụng lâu dài, các hạt VOC có thể tích tụ trên ống kính camera, làm hình ảnh xem từ xa bị mờ hoặc giảm độ rõ nét. Để duy trì khả năng quan sát trong quá trình in, nên vệ sinh camera định kỳ mỗi 6 tháng như một phần của quy trình bảo dưỡng định kỳ P2S.
Thay thế miếng lau đầu in (Nozzle Wiping Pad)
Miếng lau đầu in (nozzle wiping pad) có chức năng loại bỏ vật liệu còn sót lại trên đầu in (nozzle) sau mỗi lần làm sạch. Trong quá trình bảo dưỡng định kỳ P2S, hãy kiểm tra và thay thế miếng lau nếu bị hỏng, chai cứng hoặc biến dạng để duy trì độ sạch của đầu in và hạn chế nhựa dư bám lên bề mặt nozzle.

GHI CHÚ CUỐI
3D THINKING hy vọng bài viết bảo dưỡng định kỳ P2S này hữu ích và cung cấp đầy đủ thông tin. Để đảm bảo thực hiện an toàn và hiệu quả, nếu bạn có bất kỳ thắc mắc hoặc vấn đề nào liên quan đến quy trình được mô tả trong bài viết này, chúng tôi khuyến nghị gửi form hỗ trợ hoặc liên hệ tổng đài 19007451 về vấn đề của bạn. Đội ngũ kỹ thuật viên 3D THINKING sẽ phản hồi và hỗ trợ bạn ngay khi nhận được yêu cầu
Lĩnh vực hoạt động chính của 3D Thinking
- Máy In 3D : Đại lý chính thức các thương hiệu công nghệ uy tín, hỗ trợ lắp đặt chuyển giao công nghệ toàn diện.
- Máy Quét 3D : Cung cấp thiết bị quét 3D phục vụ số hóa vật thể, đo kiểm kích thước, hỗ trợ thiết kế ngược.
- Máy Khắc Laser : Cung cấp giải pháp máy khắc – cắt laser, cá nhân hóa sản phẩm, quảng cáo, giáo dục và sản xuất, với độ chính xác cao và đa dạng vật liệu.
- Dịch Vụ In 3D : Cung cấp đa dạng công nghệ in 3D như FDM, SLA, SLS, hỗ trợ từ nguyên mẫu sản xuất hàng loạt.
- Dịch Vụ Quét 3D: Chính Xác Ca Số hóa vật thể, đo kiểm kích thước, phục vụ thiết kế ngược.
- Dịch vụ thiết kế sản phẩm : Thiết kế kỹ thuật, tạo mẫu ý tưởng, dựng hình sản phẩm chi tiết phục vụ sản xuất và nghiên cứu phát triển.
Liên hệ fanpage 3D Thinking để được tư vấn kỹ thuật chi tiết và định hướng giải pháp in 3D phù hợp nhất cho bạn.
Xem thêm các video chia sẻ kiến thức in 3D tại kênh YouTube Kỹ Sư Thái để được tư vấn kỹ thuật chi tiết và định hướng giải pháp in 3D phù hợp nhất cho bạn.
















