





















































Giới thiệu về tình trạng tắc đầu phun P2S
Thông tắc đầu phun Bambu Lab P2S là một trong những thao tác bảo trì quan trọng khi sử dụng máy in 3D. Tình trạng tắc nozzle (đầu in) khá phổ biến và hầu như người dùng nào cũng có thể gặp phải trong quá trình vận hành. Hiện tượng này xảy ra khi dòng chảy của filament bị gián đoạn, ảnh hưởng trực tiếp đến chất lượng bản in.
Nguyên nhân gây tắc đầu phun Bambu Lab P2S
Có nhiều nguyên nhân dẫn đến việc cần thông tắc đầu phun Bambu Lab P2S, phổ biến nhất gồm:
- Nhiệt độ hotend không đủ cao khiến filament không nóng chảy hoàn toàn
- Filament chứa tạp chất (như filament gỗ, kim loại, carbon…)
- Cặn nhựa tích tụ lâu ngày trong nozzle
- Hiện tượng heat creep (truyền nhiệt ngược) gây kẹt filament
Dấu hiệu nhận biết cần thông tắc đầu phun P2S
Bạn có thể dễ dàng nhận biết khi cần thông tắc đầu phun Bambu Lab P2S qua các dấu hiệu:
- Thiếu đùn (Under-extrusion): bản in bị rỗ, thiếu vật liệu
- Không đùn (No extrusion): máy chạy nhưng không ra nhựa
Lưu ý an toàn trước khi thông tắc đầu phun P2S
Trước khi tiến hành thông tắc đầu phun P2S, cần lưu ý:
- Nozzle có nhiệt độ rất cao, khuyến nghị đeo găng tay chịu nhiệt
- Tắt nguồn và để nguội khi cần tháo lắp
- Tránh hướng đầu nozzle về phía cơ thể
- Làm việc trên bề mặt không cháy
Dụng cụ cần thiết để thông tắc đầu phun P2S
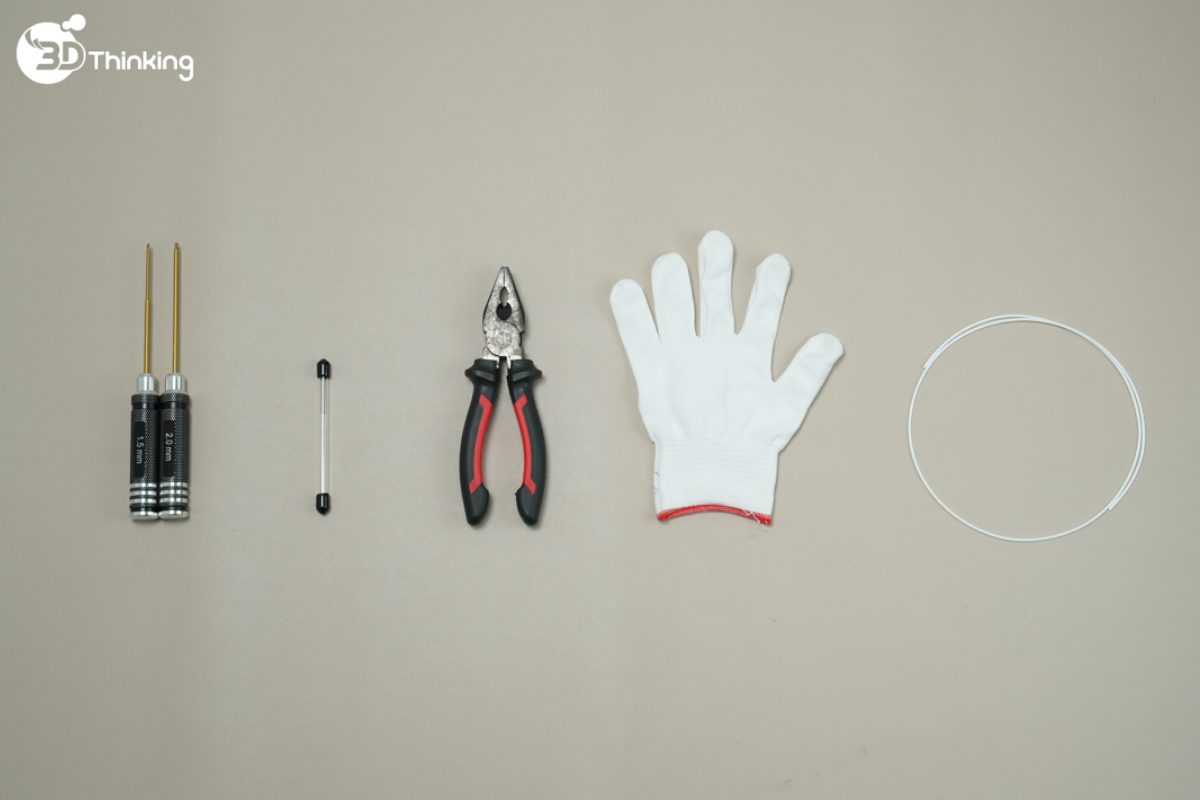
Để thông tắc đầu phun Bambu Lab P2S, cần chuẩn bị các dụng cụ sau:
- Kim thông nozzle (đầu in)
- Kìm
- Găng tay chịu nhiệt
- Một đoạn sợi nhựa in 3D (filament)
- Lục giác H1.5 và H2.0
Video hướng dẫn
Các phương pháp thông tắc đầu phun Bambu Lab P2S hiệu quả
1. Thông tắc bằng kim vệ sinh nozzle (đầu in)
Đây là cách phổ biến nhất để thông tắc đầu phun Bambu Lab P2S:
Khi sử dụng kim vệ sinh, áp suất bên trong nozzle (đầu in) có thể được giải phóng đột ngột, khiến các mảnh nhựa nóng bắn ra ngoài. Vì vậy, luôn đeo găng tay và không đưa đầu vào trong khoang máy khi đang vệ sinh.
Nếu nozzle (đầu in) không thể đùn sợi nhựa in 3D (filament), khuyến nghị sử dụng kim vệ sinh để thông tắc và thực hiện phương pháp cold pull.
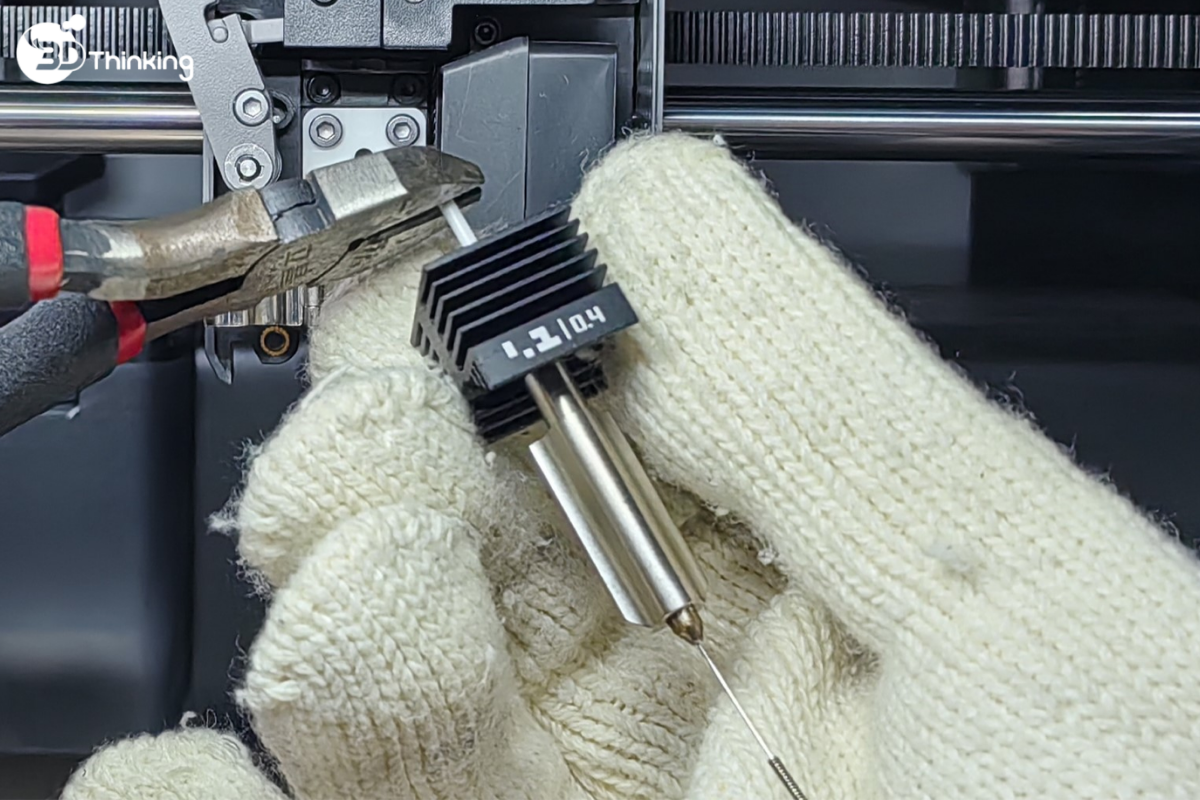
Lấy PLA làm ví dụ, chờ đến khi nhiệt độ nozzle (đầu in) đạt 220°C, sau đó đưa kim vệ sinh vào nozzle (đầu in) và di chuyển lên xuống nhiều lần.
Tiếp theo, khi nozzle (đầu in) vẫn còn nóng, tháo nozzle (đầu in), dùng kim đẩy phần filament còn lại ra ngoài, dùng kìm kéo filament ra, rút kim ra và lắp lại nozzle (đầu in).
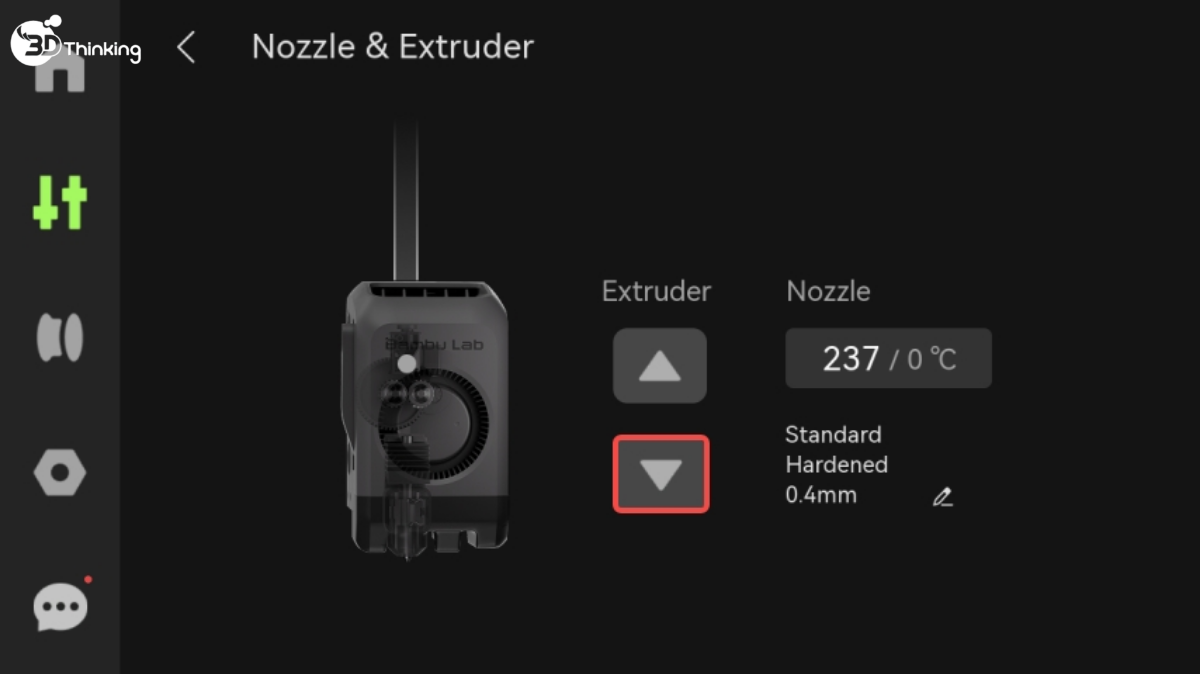
Sau khi thông tắc đầu phun Bambu Lab P2S, thử đùn thủ công sợi nhựa in 3D (filament). Đặt nhiệt độ cụm đầu nóng (hotend) cao hơn mức nhiệt khuyến nghị của filament và thực hiện đùn thủ công để quan sát xem filament có được đùn ra bình thường hay không. Nếu vẫn không đùn được, tiếp tục thực hiện các bước cold pull bên dưới.
2. Thông tắc đầu phun Bambu Lab P2S bằng Cold Pull
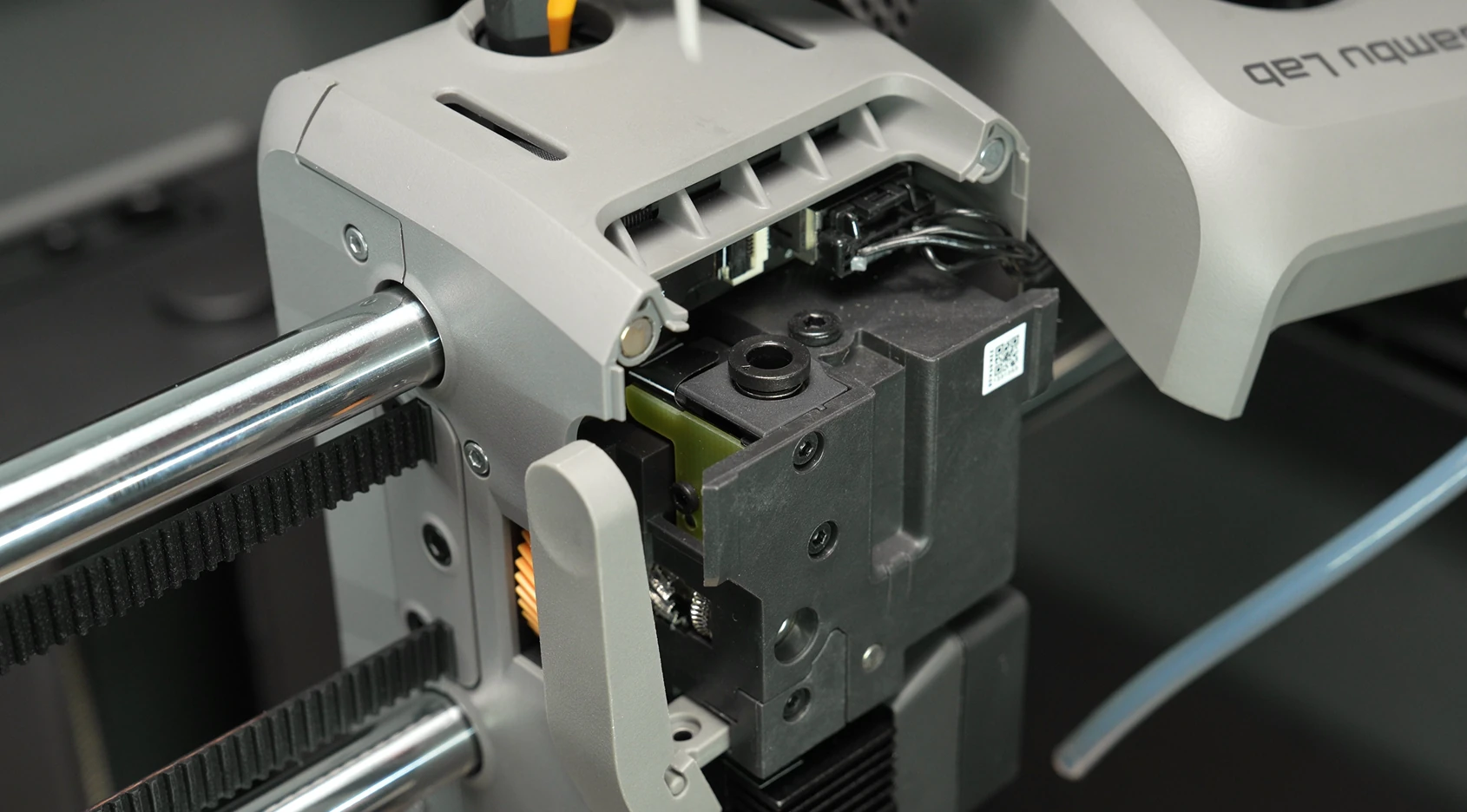
Máy in cung cấp chức năng bảo trì cold pull cho nozzle (đầu in) để hỗ trợ bạn trong quá trình này.
Ở đây, lấy PLA làm ví dụ.
Truy cập trang Toolbox và chọn “Nozzle Cold Pull Maintenance”. Lựa chọn các thông số cold pull dựa trên kích thước nozzle (đầu in) và loại filament còn dư trong nozzle (đầu in).
Trong trường hợp này, kích thước nozzle (đầu in) là 0.4 mm, filament còn dư là PLA, và filament dùng để cold pull cũng là PLA. Sau khi xác nhận thông số, nhấn Start.

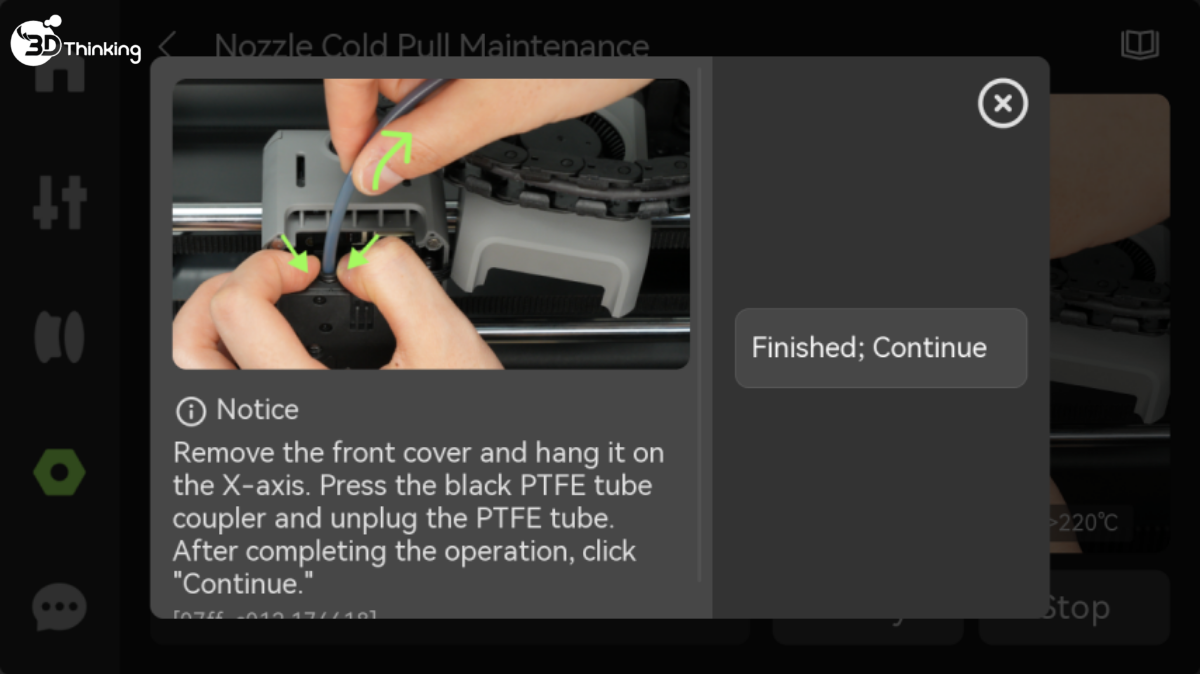
Làm theo hướng dẫn để treo cụm nắp trước lên trục X. Nhấn đầu nối khí nén màu đen và tháo ống PTFE.

Đưa sợi nhựa in 3D (filament) vào bộ đùn (extruder) cho đến khi không thể đẩy thêm.
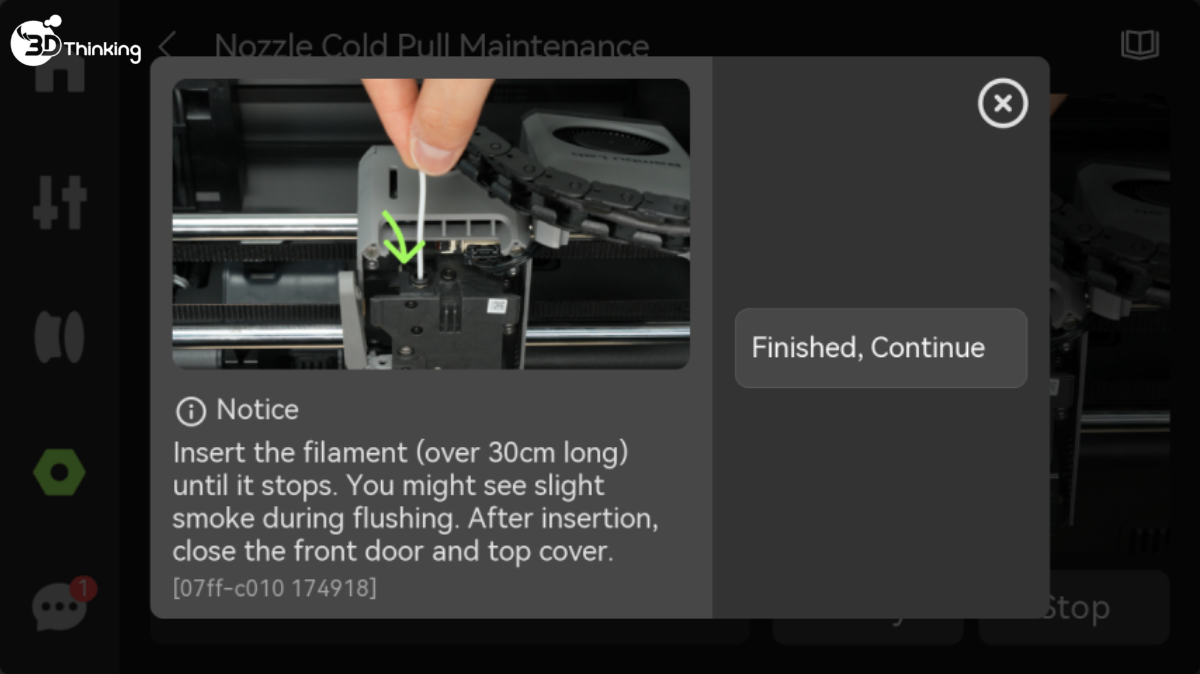
Máy in sẽ tự động kẹp filament, gia nhiệt nozzle (đầu in) và bắt đầu xả nhựa. Khi filament được đùn ra đã hoàn toàn chuyển sang loại filament mới nạp, nozzle (đầu in) sẽ bắt đầu làm nguội.
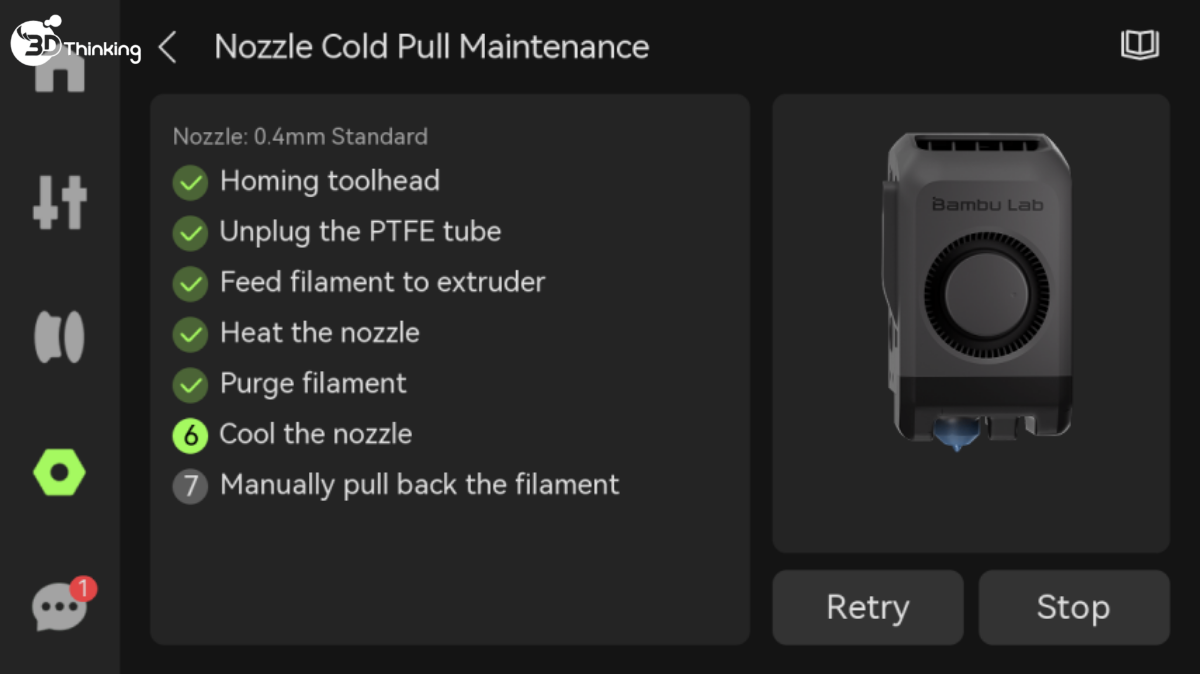
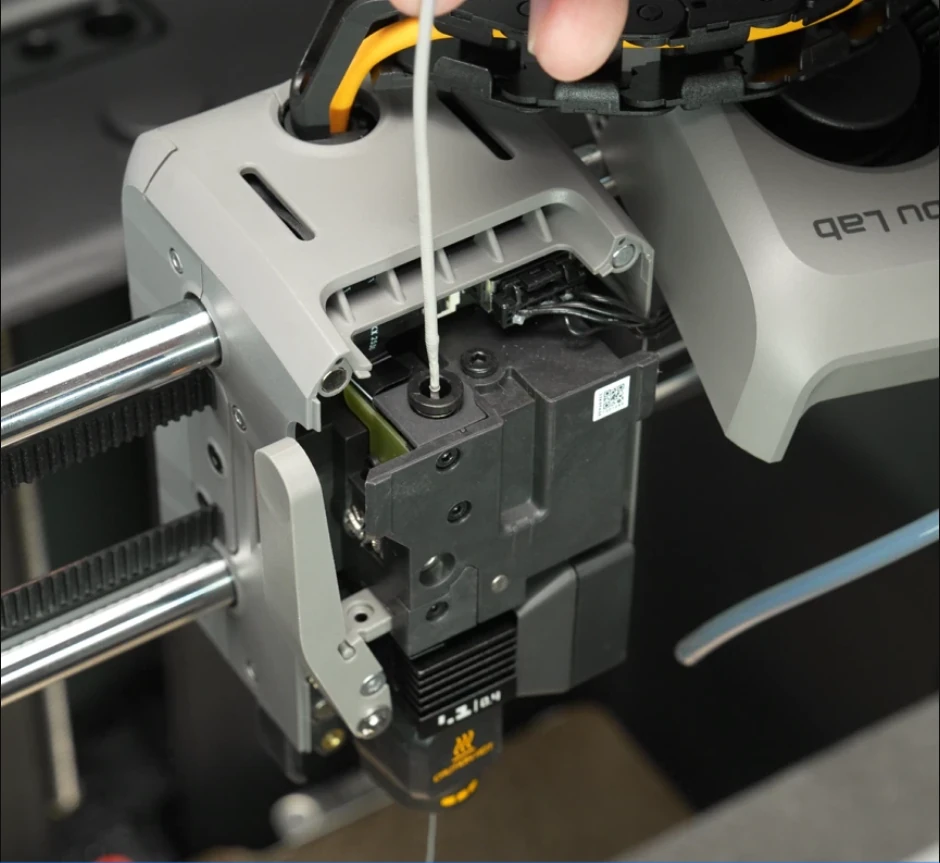
Sau khi nozzle (đầu in) nguội, từ từ kéo filament ra theo hướng dẫn của máy.
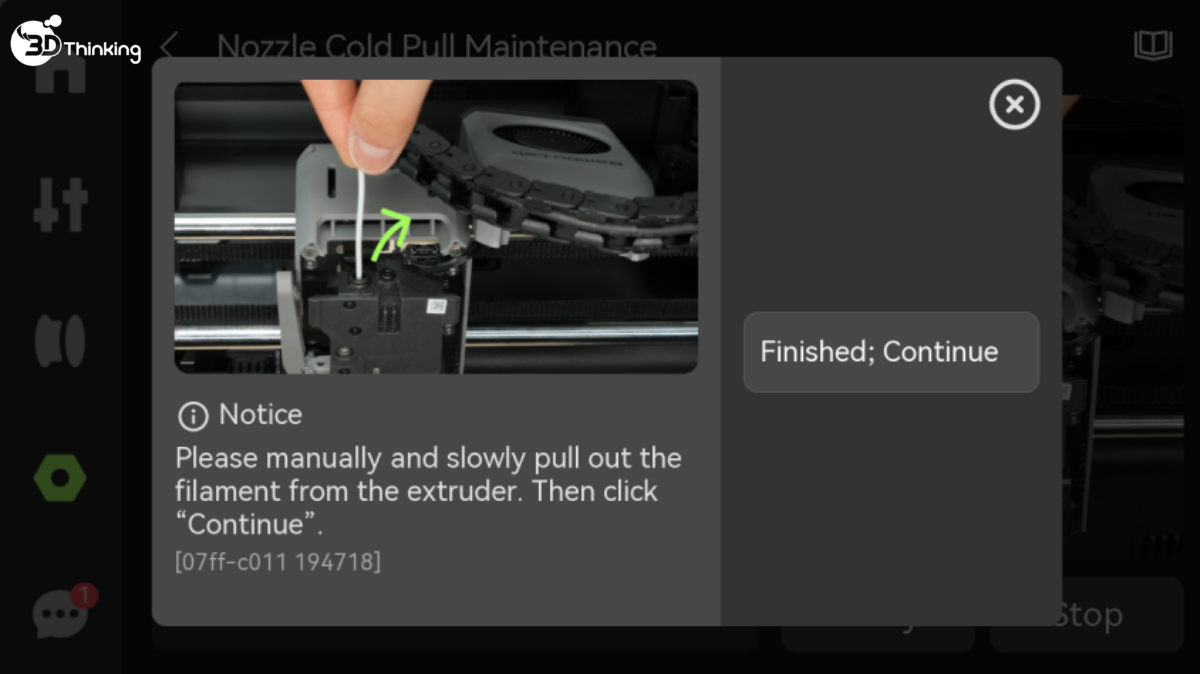
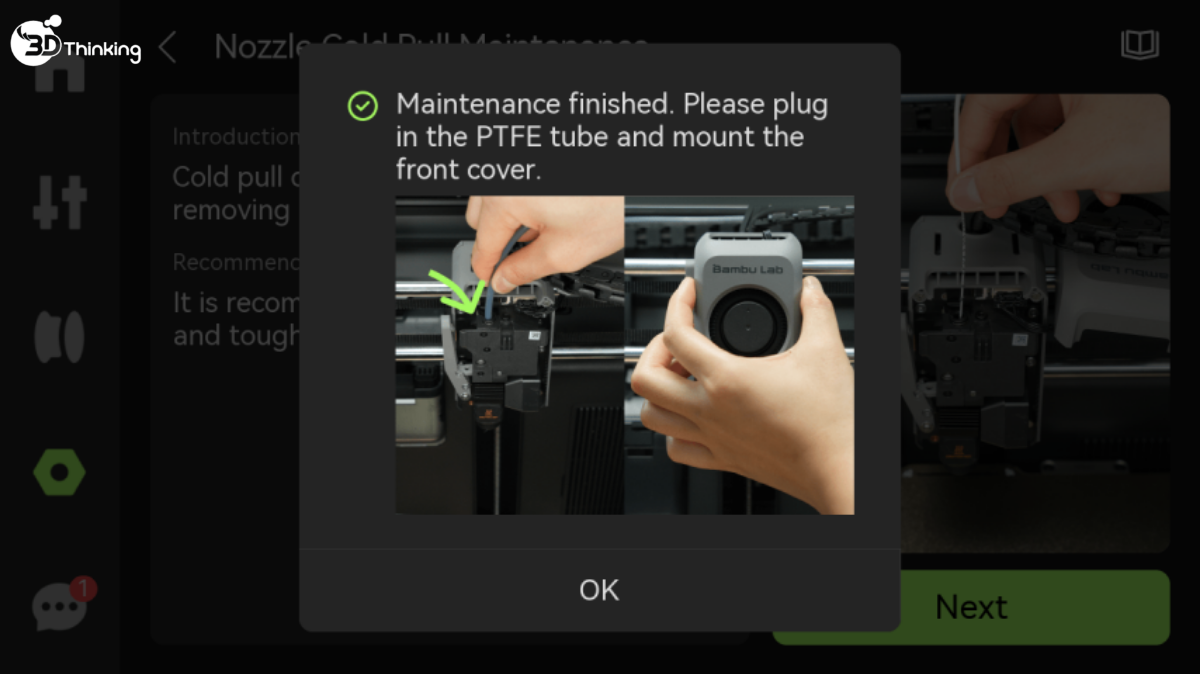
Kiểm tra đầu filament để xem có còn cặn bẩn hay không. Nếu cold pull thành công, nhấn Finish, sau đó lắp lại ống PTFE và cụm nắp trước.
3. Thông tắc bằng lục giác nung nóng (áp dụng cho tắc ở đầu lạnh)
Lưu ý: Phương pháp này chỉ áp dụng với lục giác kích thước H1.5 hoặc nhỏ hơn.
Một số ít trường hợp tắc nghẽn xảy ra do filament bị kẹt tại vị trí tản nhiệt của cụm đầu nóng (hotend heat sink) do hiện tượng truyền nhiệt ngược (heat creep). Bài viết Heat Creep giải thích chi tiết hiện tượng này. Khuyến nghị nên tham khảo để biết cách tránh loại tắc nghẽn này.
Lưu ý: Khuyến nghị đeo găng tay bảo hộ trong quá trình thao tác.
Filament nóng chảy có thể nhỏ giọt lên tay và gây bỏng.
Bước 1: Làm nóng lục giác
Trước tiên, làm nóng lục giác trong khoảng 10 giây. Dùng kìm giữ chặt lục giác để tránh bị bỏng.

Bước 2: Đưa lục giác vào cửa nạp của nozzle (đầu in)
- Khi đầu lục giác vẫn còn nóng, nhanh chóng đưa nó vào cụm đầu nóng (hotend), đi xuyên qua phần trên của bộ tản nhiệt.
- Đưa lục giác nóng vào sợi nhựa in 3D (filament) như minh họa bên dưới. Sau đó chờ khoảng 30 giây để lục giác nguội dần.
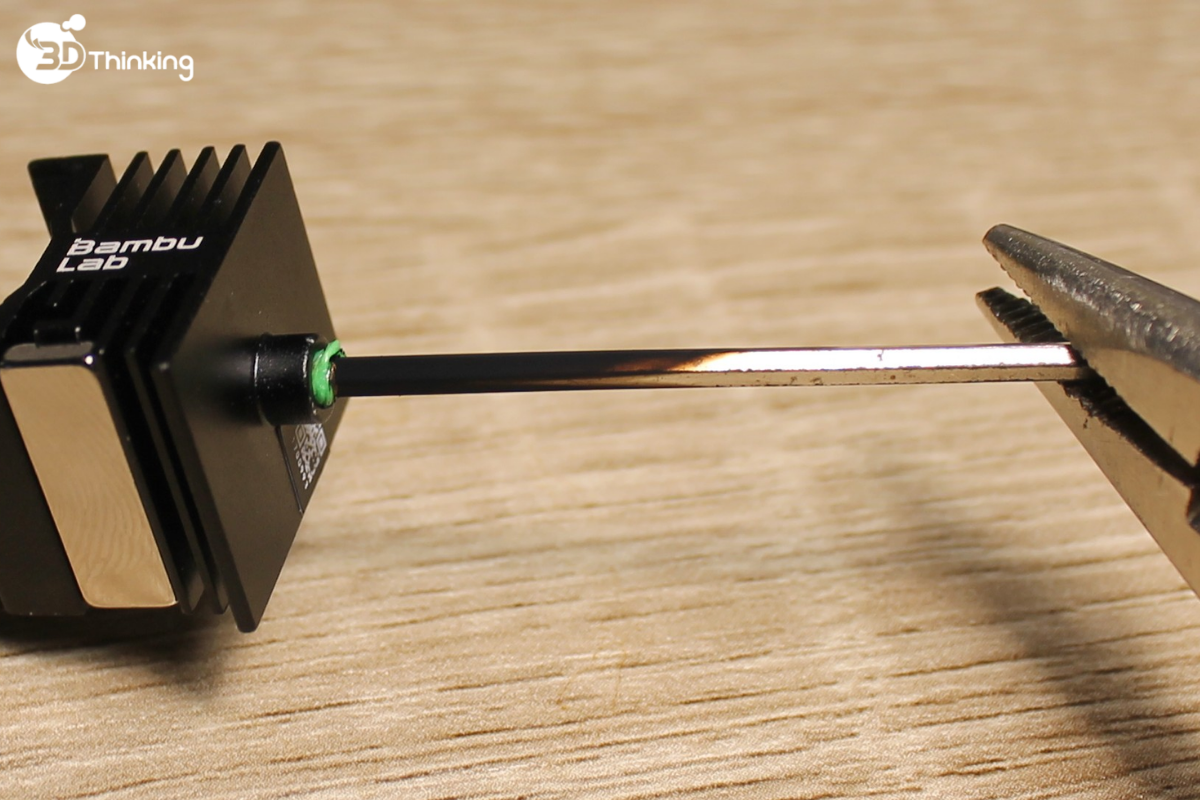
Bước 3: Gia nhiệt đầu nozzle (đầu in) và kéo filament bị tắc ra ngoài
- Lúc này, lục giác đã bị kẹt trong nozzle (đầu in), với filament bám xung quanh. Để lấy lục giác ra khỏi nozzle (đầu in), bạn cần làm nóng phần đầu nozzle.
- Trước tiên, tháo lớp bọc silicone của cụm đầu nóng (hotend), sau đó sử dụng bật lửa để làm nóng đầu nozzle (đầu in) trong khoảng 20 giây (khi dùng bật lửa thông thường).
CẢNH BÁO: Tránh gia nhiệt nozzle (đầu in) trong thời gian dài hoặc sử dụng đèn khò butane công suất cao.
- Khuyến nghị sử dụng bật lửa gas thông thường.
- Phần đầu nóng của nozzle (đầu in) chỉ cần đạt nhiệt độ đủ để bạn có thể rút lục giác ra cùng với filament bám theo.
- Việc gia nhiệt quá mức có thể khiến filament nóng chảy nhỏ giọt hoặc bắn ra từ đầu nozzle (đầu in). Vui lòng tuân thủ đúng hướng dẫn và không hướng đầu nozzle (đầu in) về phía cơ thể trong quá trình thao tác.

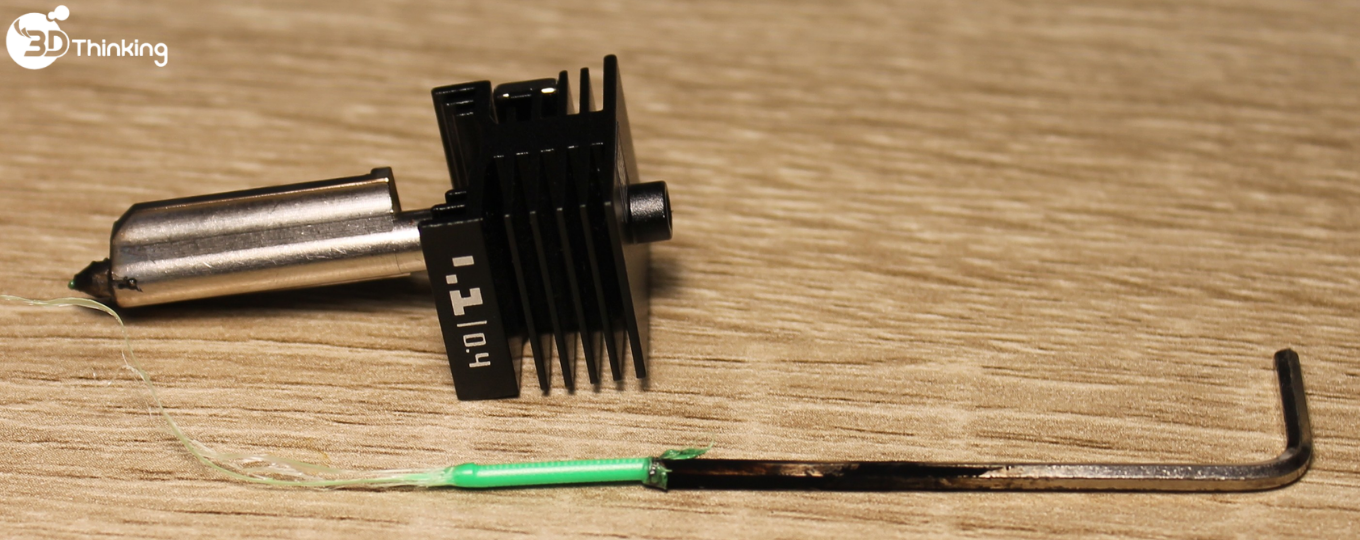
Sau khi gia nhiệt đầu nozzle (đầu in) khoảng 20 giây, từ từ kéo lục giác ra. Bạn sẽ thấy filament được kéo ra hoàn toàn khỏi nozzle (đầu in), và phần bị tắc cũng được loại bỏ theo.
Kiểm tra sau khi thông tắc đầu phun Bambu Lab P2S
Lắp lại nozzle (đầu in), kết nối lại ống PTFE và nạp lại sợi nhựa in 3D (filament) để kiểm tra khả năng đùn. Nếu nozzle (đầu in) vẫn bị tắc hoặc đùn không đủ, hãy lặp lại quy trình làm sạch nhiều lần.
Các phương pháp này thường xử lý được khoảng 99% các trường hợp tắc nghẽn. Tuy nhiên, trong một số trường hợp, nozzle (đầu in) có thể bị tắc hoàn toàn hoặc hư hỏng, khi đó khuyến nghị thay thế cụm nozzle (đầu in).
Nếu sau khi thực hiện các bước trên, máy in có thể nạp filament và in bình thường thì bạn đã thông tắc đầu phun Bambu Lab P2S thành công.
GHI CHÚ CUỐI
3D THINKING hy vọng bài viết này hữu ích và cung cấp đầy đủ thông tin. Để đảm bảo thực hiện an toàn và hiệu quả, nếu bạn có bất kỳ thắc mắc hoặc vấn đề nào liên quan đến quy trình được mô tả trong bài viết này, chúng tôi khuyến nghị gửi form hỗ trợ hoặc liên hệ tổng đài 19007451 về vấn đề của bạn. Đội ngũ kỹ thuật viên 3D THINKING sẽ phản hồi và hỗ trợ bạn ngay khi nhận được yêu cầu
Lĩnh vực hoạt động chính của 3D Thinking
- Máy In 3D : Đại lý chính thức các thương hiệu công nghệ uy tín, hỗ trợ lắp đặt chuyển giao công nghệ toàn diện.
- Máy Quét 3D : Cung cấp thiết bị quét 3D phục vụ số hóa vật thể, đo kiểm kích thước, hỗ trợ thiết kế ngược.
- Máy Khắc Laser : Cung cấp giải pháp máy khắc – cắt laser, cá nhân hóa sản phẩm, quảng cáo, giáo dục và sản xuất, với độ chính xác cao và đa dạng vật liệu.
- Dịch Vụ In 3D : Cung cấp đa dạng công nghệ in 3D như FDM, SLA, SLS, hỗ trợ từ nguyên mẫu sản xuất hàng loạt.
- Dịch Vụ Quét 3D: Chính Xác Ca Số hóa vật thể, đo kiểm kích thước, phục vụ thiết kế ngược.
- Dịch vụ thiết kế sản phẩm : Thiết kế kỹ thuật, tạo mẫu ý tưởng, dựng hình sản phẩm chi tiết phục vụ sản xuất và nghiên cứu phát triển.
Liên hệ fanpage 3D Thinking để được tư vấn kỹ thuật chi tiết và định hướng giải pháp in 3D phù hợp nhất cho bạn.
Xem thêm các video chia sẻ kiến thức in 3D tại kênh YouTube Kỹ Sư Thái để được tư vấn kỹ thuật chi tiết và định hướng giải pháp in 3D phù hợp nhất cho bạn.















