





















































Máy in 3D Bambu Lab P1S được trang bị cụm đầu nóng (hotend) và bộ đùn nhựa (extruder) bằng thép không gỉ , phù hợp để in các loại sợi nhựa in 3D (filament) tiêu chuẩn, không mài mòn như PLA, PETG, ABS, PA (Nylon) và TPU.

Tuy nhiên, khi in các loại sợi nhựa in 3D mài mòn (abrasive filaments) như sợi nhựa chứa sợi carbon, sợi thủy tinh, sợi nhựa pha kim loại hoặc sợi phát sáng, các linh kiện bằng thép không gỉ có thể bị mài mòn nhanh chóng do các hạt mài trong vật liệu. Với những loại sợi nhựa có độ mài mòn cao, đầu in (nozzle) thậm chí có thể bị hư hỏng chỉ sau một lần in.
Trong ví dụ dưới đây, bạn có thể thấy sự khác biệt giữa một đầu in (nozzle) mới (bên trái) và một đầu in (nozzle) đã bị mòn (bên phải). Đầu in (nozzle) thép không gỉ ở bên phải đã được sử dụng để in PETG-CF trong 10 giờ.

Nhìn vào các đầu in (nozzle) từ phía trước, bạn có thể thấy đầu in (nozzle) bị mòn đã hình thành lỗ phun lớn hơn do sự mài mòn gây ra bởi sợi nhựa in 3D (filament) được sử dụng.

Thay thế bộ đùn nhựa lên cụm đầu nóng (hotend) và bộ đùn nhựa (extruder) bằng thép tôi cứng là một giải pháp tiết kiệm chi phí để nâng cao hiệu suất của P1S, giúp máy có thể xử lý các vật liệu nâng cao này một cách ổn định và đáng tin cậy.
Vì sao thép không gỉ (stainless steel) không phải là lựa chọn lý tưởng cho sợi nhựa in 3D (filament) có tính mài mòn
Cụm đầu nóng (hotend) và bộ đùn nhựa (extruder) bằng thép không gỉ có độ bền tốt đối với các loại sợi nhựa in 3D (filament) thông dụng, nhưng lại mềm hơn so với thép tôi cứng. Các loại sợi nhựa in 3D (filament) có tính mài mòn chứa các hạt vật liệu (ví dụ: sợi carbon, sợi thủy tinh, hoặc các hạt phát quang trong sợi nhựa in 3D phát sáng trong bóng tối) hoạt động như giấy nhám, bào mòn các bề mặt bên trong của đầu in (nozzle) và bánh răng của bộ đùn nhựa (extruder) theo thời gian. Sự hao mòn này có thể dẫn đến:
- Đùn không ổn định: Đầu in (nozzle) bị mòn sẽ hình thành lỗ phun không đều hoặc bị mở rộng, gây ra dòng chảy sợi nhựa in 3D (filament) không đồng đều, độ bám dính giữa các lớp kém và làm giảm chất lượng bản in.
- Phải thay thế thường xuyên: Các linh kiện bằng thép không gỉ có thể cần được thay thế thường xuyên khi in vật liệu có tính mài mòn, làm tăng chi phí bảo trì và thời gian gián đoạn.
- Giảm độ chính xác: Sự mài mòn ở bánh răng của bộ đùn nhựa (extruder) có thể gây trượt sợi nhựa in 3D (filament), dẫn đến thiếu đùn hoặc mất lớp in.
Lợi ích của việc thay thế bộ đùn nhựa lên cụm đầu nóng (hotend) và bộ đùn (extruder) bằng thép tôi cứng
- Thay thế bộ đùn nhựa của máy in 3D Bambu Lab P1S với cụm đầu nóng (hotend) và bộ đùn nhựa (extruder) bằng thép tôi cứng mang lại nhiều lợi ích đáng kể, là một giải pháp tiết kiệm chi phí để nâng cao hiệu suất. Độ cứng vượt trội và khả năng chống mài mòn của thép tôi cứng giúp P1S có thể in ổn định các loại sợi nhựa in 3D (filament) có tính mài mòn như sợi carbon, sợi thủy tinh, sợi chứa kim loại, hoặc các vật liệu phát sáng trong bóng tối mà không gây hao mòn linh kiện nhanh chóng.
- Việc thay thế bộ đùn nhựa này cũng có chi phí hợp lý, tận dụng tốc độ in cao sẵn có và thiết kế buồng kín của P1S để đạt hiệu năng tương đương các máy in đắt tiền hơn được thiết kế cho sợi nhựa in 3D (filament) kỹ thuật. Điều này khiến nó trở thành giải pháp lý tưởng cho cả người dùng cá nhân và chuyên nghiệp muốn tối đa hóa khả năng của P1S mà không cần đầu tư vào một máy mới.
- Mặc dù việc thay thế bộ đùn nhựa mang lại nhiều lợi ích, người dùng cần lưu ý rằng đầu in (nozzle) bằng thép tôi cứng có nhiều kích thước đường kính khác nhau (ví dụ: 0.4mm, 0.6mm, 0.8mm), nhưng không có loại 0.2mm. Các đầu in (nozzle) lớn hơn (ví dụ: 0.6mm hoặc 0.8mm) được khuyến nghị khi in sợi nhựa in 3D (filament) có tính mài mòn để giảm nguy cơ tắc nghẽn và cải thiện dòng chảy, tuy nhiên có thể làm giảm nhẹ độ chi tiết.
Cách thay thế bộ đùn nhựa (extruder) và cụm đầu nóng (hotend)
Chọn phương án thay thế phù hợp
Bắt đầu bằng cách mua các linh kiện thép tôi cứng cho P1S của bạn. Bạn có hai lựa chọn:
- Cụm hoàn chỉnh: Mua toàn bộ cụm bánh răng bộ đùn nhựa (extruder) và cụm đầu nóng (hotend) bằng thép tôi cứng (đảm bảo chọn loại dành cho P1 Series). Chi phí sẽ cao hơn một chút nhưng bạn sẽ có sẵn các linh kiện thép không gỉ (bản gốc) để dự phòng trong trường hợp cần thay thế sau này. Đây cũng là cách thay thế bộ đùn nhựa nhanh nhất vì việc thay cụm đầu nóng (hotend) sẽ dễ dàng hơn.
- Linh kiện rời: Chỉ mua bánh răng thép tôi cứng (cho bộ đùn nhựa (extruder)) và đầu in (nozzle) (cho cụm đầu nóng (hotend)). Chi phí sẽ thấp hơn một chút nhưng mất nhiều thời gian hơn vì bạn cần tháo rời bộ đùn nhựa (extruder) và cụm đầu nóng (hotend) hiện tại để lắp các linh kiện này.
Do việc thay thế bộ đùn nhựa trực tiếp bằng các cụm hoàn chỉnh đơn giản hơn, chúng tôi đã chuẩn bị video hướng dẫn riêng để trình bày quy trình này. Trước khi bắt đầu, hãy thực hiện thao tác tháo sợi nhựa in 3D (filament) để loại bỏ sợi nhựa in 3D (filament) khỏi cụm đầu in (toolhead).
Nếu bạn muốn thay thế bộ đùn nhựa với từng bộ phận riêng lẻ, các bước dưới đây sẽ giúp hoàn tất quy trình.
Các bước thay bánh răng bộ đùn nhựa (extruder)
Các bước sau giả định rằng bạn đã làm theo video ở trên để tháo bộ đùn nhựa (extruder) và cụm đầu nóng (hotend) ra khỏi máy in. Nếu bạn chưa xem video, vui lòng xem trước khi chuyển sang bước này.
Sau khi tháo bộ đùn nhựa (extruder), hãy tháo bốn con vít cố định nắp phía sau.

Sau khi tháo nắp, bạn có thể lấy bánh răng bộ đùn nhựa (extruder) màu vàng ra. Hãy giữ ở hai bên và nhẹ nhàng kéo về phía bạn, đồng thời cẩn thận không làm rơi ổ bi ở trung tâm.

Đã đến lúc tháo bánh răng tỳ của bộ đùn nhựa (extruder). Để thực hiện, bạn cần nới lỏng con vít ở bên hông như minh họa trong hình bên dưới. Hãy đặc biệt chú ý ở bước này, vì bên cạnh lò xo có một nắp kim loại cần được giữ cố định tại chỗ.
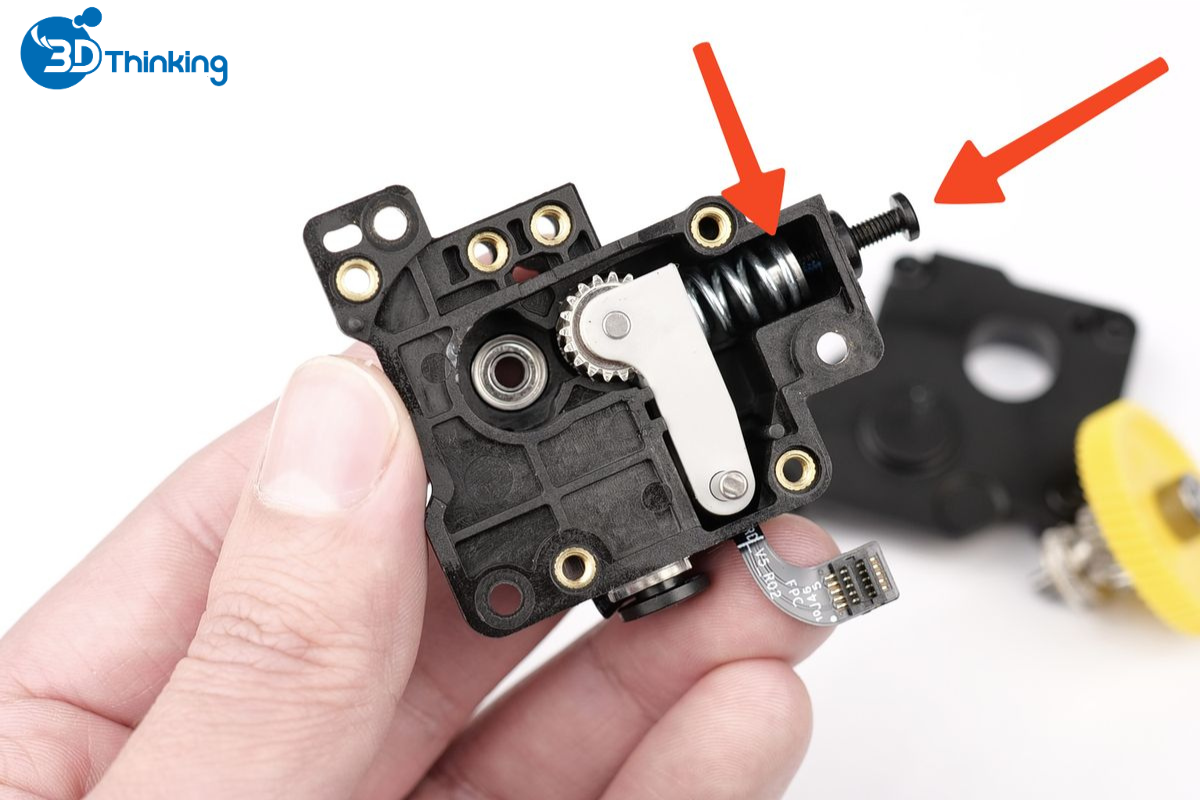
Khi vít của bánh răng tỳ đã được nới lỏng, bạn có thể kéo bánh răng lên để tháo nó ra khỏi bộ đùn nhựa (extruder). Ở bước này, hãy xử lý bộ đùn nhựa (extruder) cẩn thận để tránh làm rơi lò xo và nắp kim loại.

Sau khi tháo các bánh răng thép không gỉ, chúng ta có thể thực hiện lại quy trình theo thứ tự ngược lại để lắp các bánh răng thép tôi cứng. Lắp cụm bánh răng tỳ vào bộ đùn nhựa (extruder) và căn chỉnh lò xo như hình minh họa bên dưới. Sau khi lắp xong, siết lại con vít đã nới trước đó để nén lò xo ép vào bánh răng tỳ.

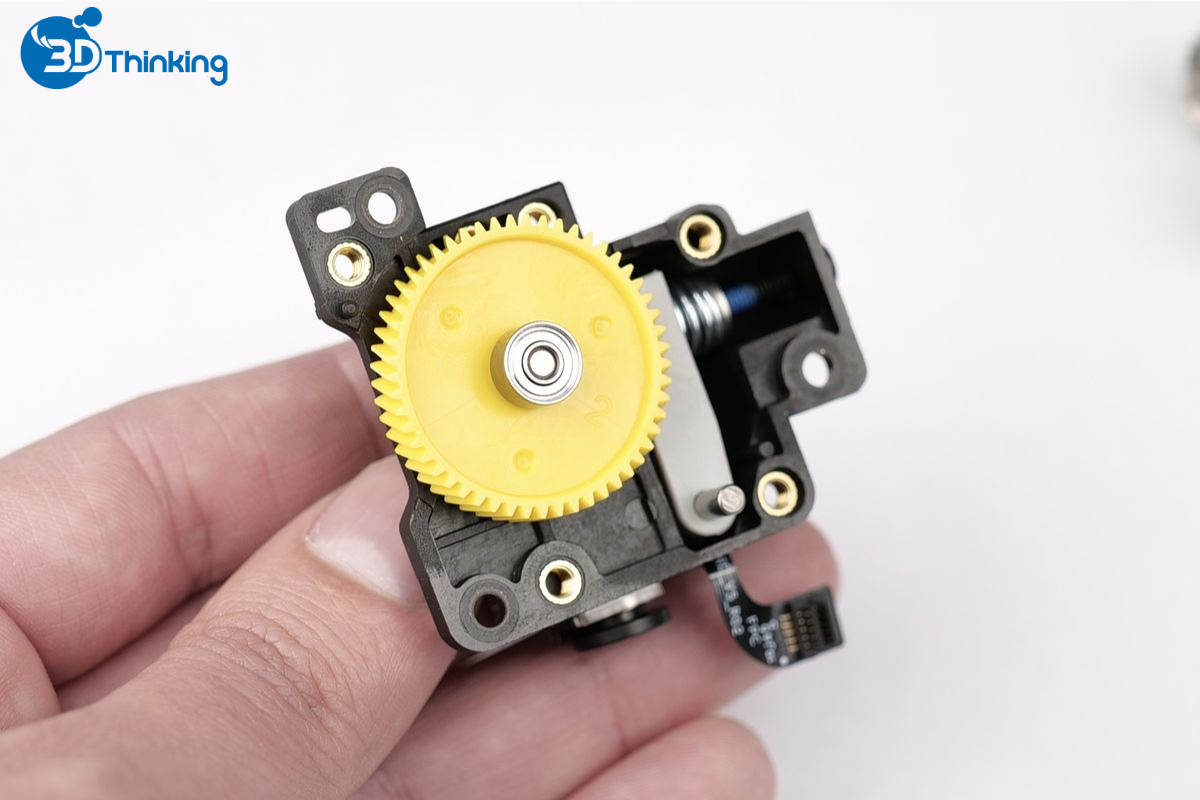
Hãy căn chỉnh trục của bánh răng bộ đùn nhựa (extruder) màu vàng một cách cẩn thận, Sau đó nhẹ nhàng lắp vào thân bộ đùn nhựa (extruder). Khi lắp xong, nó sẽ có hình dạng như sau. Đừng quên lắp lại ổ bi tròn ở phía sau.
Việc còn lại là lắp lại nắp phía sau vào bộ đùn nhựa (extruder) và siết chặt bốn con vít.

Hoàn tất quá trình thay thế bánh răng bộ đùn nhựa (extruder).
Các bước thay thế đầu in (nozzle)
Quy trình thay thế đầu in (nozzle) phức tạp hơn một chút vì cần thêm một số bước. Sau khi tháo cụm đầu nóng (hotend) ra khỏi máy in, nó sẽ trông như thế này.

Bắt đầu bằng cách tháo hai con vít của quạt, sau đó tháo quạt.

Tiếp theo, nhẹ nhàng tháo vỏ silicone khỏi đầu in (nozzle).

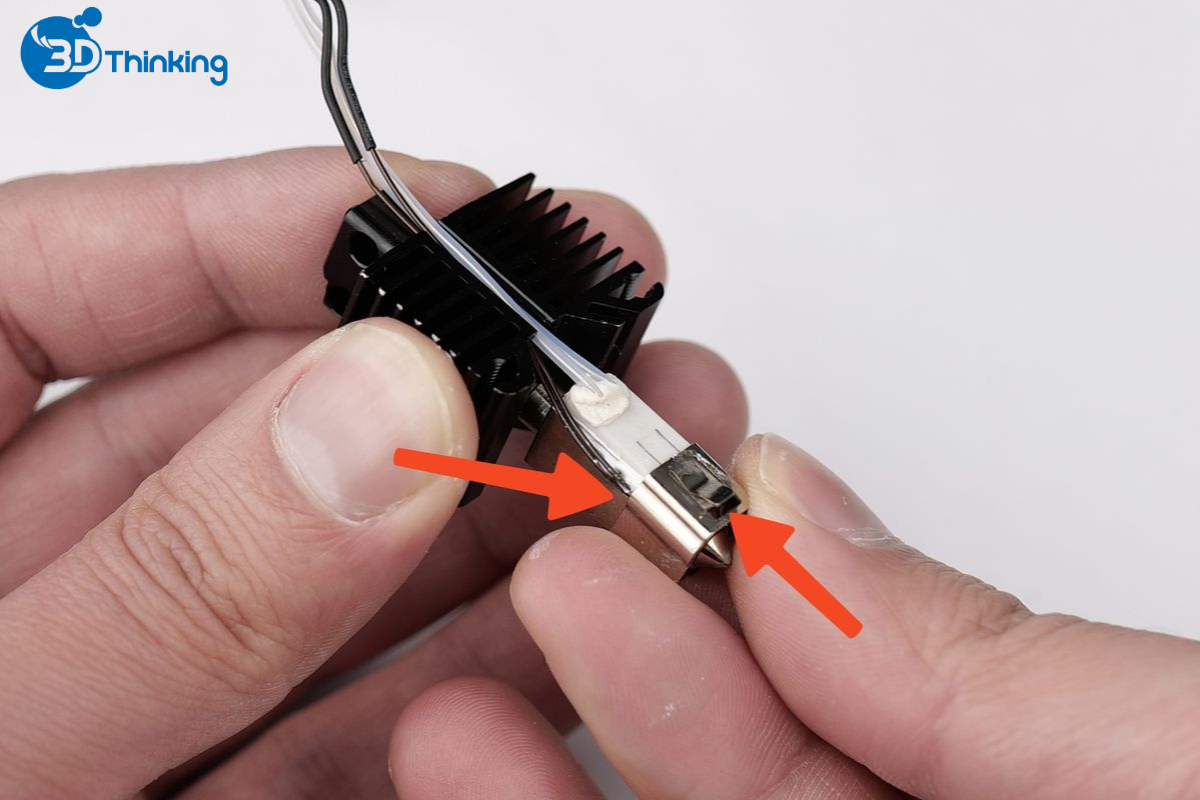
Sau khi tháo vỏ silicone, hãy tháo kẹp kim loại giữ cụm gia nhiệt ở vị trí cố định. Chỉ cần nắm vào và kéo xuống dưới.

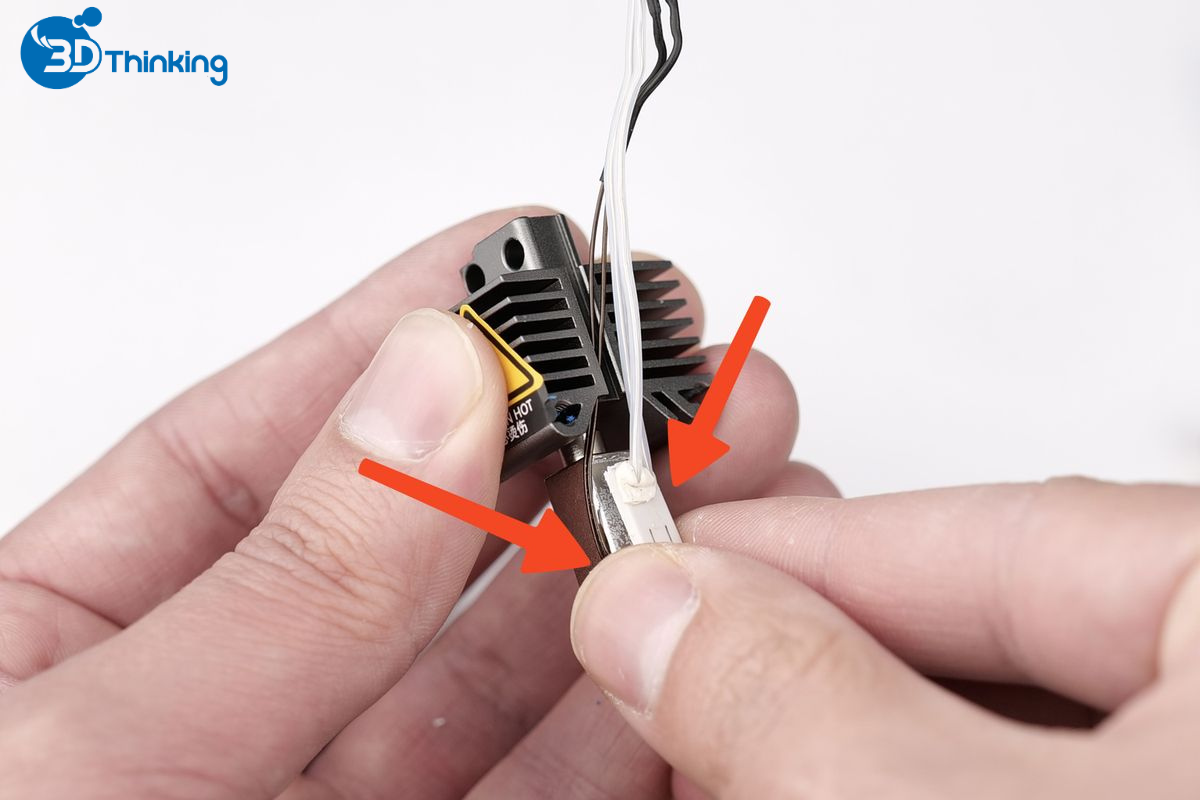
Bây giờ, đến bước tháo bộ gia nhiệt (heater) và cảm biến nhiệt (thermistor). Chúng được gắn vào đầu in (nozzle) bằng một lớp keo tản nhiệt để hỗ trợ truyền nhiệt giữa các linh kiện. Lớp keo này có thể đã khô, vì vậy cần thao tác nhẹ nhàng và tránh kéo mạnh vào dây để không gây hư hỏng. Bạn có thể làm ấm nhẹ bằng máy sấy tóc để làm mềm lớp keo.
Cụm gia nhiệt màu trắng có thể trượt ra, còn cảm biến nhiệt (thermistor) cần được nhẹ nhàng rút ra khỏi lỗ ở bên hông của đầu in (nozzle).
Sau khi tháo ra, cảm biến nhiệt (thermistor) và bộ gia nhiệt (heater) sẽ trông như thế này. Hãy sử dụng một ít IPA (isopropyl alcohol) để làm sạch phần keo tản nhiệt còn sót lại, nhằm chuẩn bị cho việc lắp đặt vào đầu in (nozzle) thép tôi cứng mới.

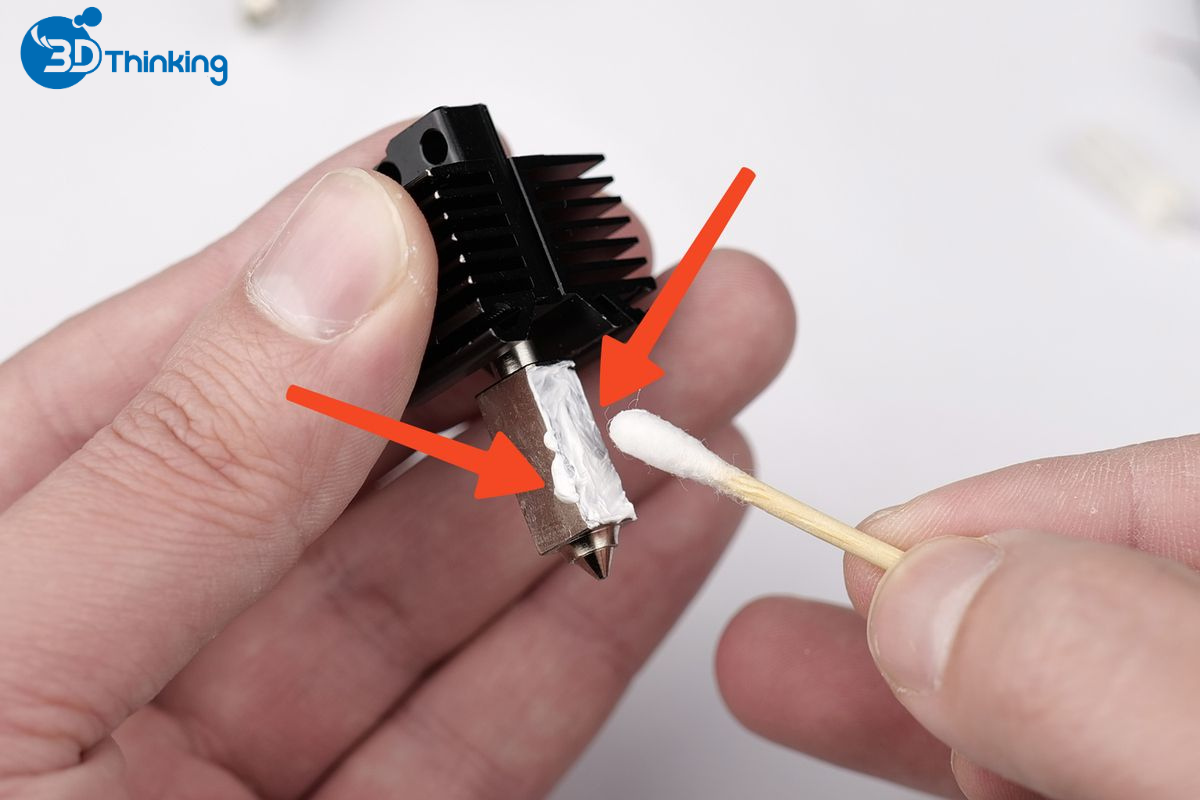
Đầu in (nozzle) thép tôi cứng mới không được bôi sẵn keo tản nhiệt. Vì thế hãy cẩn thận bôi một lượng nhỏ.
Lưu ý hướng của đầu in (nozzle) để bôi đúng vị trí.

Sử dụng tăm bông nhẹ nhàng dàn đều keo tản nhiệt thành một lớp mỏng trên bề mặt cụm đầu nóng (hotend), đồng thời bôi một ít vào bên trong lỗ của cảm biến nhiệt (thermistor) từ phía bên trái. Không nên bôi quá nhiều vì keo sẽ bị ép tràn ra ngoài.
Ở bước này, hãy lắp bộ gia nhiệt (heater) lên bề mặt đã được chuẩn bị. Sau đó đưa đầu cảm biến nhiệt (thermistor) vào vị trí, rồi căn chỉnh dây theo như hình minh họa. Việc ấn bộ gia nhiệt (heater) và cảm biến nhiệt (thermistor) có thể làm keo tản nhiệt bị ép tràn ra ngoài, vì vậy bạn có thể tranh thủ nhẹ nhàng làm sạch khu vực xung quanh trước khi chuyển sang bước tiếp theo.

Để cố định mọi thứ chắc chắn, bạn cần lắp lại kẹp kim loại vào phần cụm đầu nóng (hotend). Nhẹ nhàng đẩy kẹp lên phía trên cho đến khi nó nằm ở vị trí giữa. Hãy đặc biệt chú ý đến hướng của kẹp, vì cần căn đúng sao cho rãnh của cảm biến nhiệt (thermistor) hướng về phía dây cảm biến nhiệt. Điều này giúp đảm bảo dây sẽ không bị hư hỏng trong quá trình lắp đặt.
Sau khi hoàn tất, cụm đầu nóng (hotend) sẽ trông như thế này.
Ở bước tiếp theo, hãy lắp lại vỏ silicone để che dây và bảo vệ cụm linh kiện.

Cuối cùng là lắp quạt của cụm đầu nóng (hotend), sử dụng hai con vít. Hãy chú ý kỹ đến hướng đi dây như trong hình minh họa bên dưới để hoàn tất quá trình.

Lắp toàn bộ các bộ phận trở lại máy in.
Bây giờ khi bộ đùn nhựa (extruder) và cụm đầu nóng (hotend) đã được lắp ráp, việc còn lại là lắp chúng trở lại máy in. Cách dễ nhất là ghép bộ đùn nhựa (extruder) và cụm đầu nóng (hotend) với nhau ở bên ngoài máy in. Căn chỉnh dây của cụm đầu nóng (hotend) như trong hình minh họa, đồng thời dẫn dây qua kẹp quản lý dây ở bên hông.

Tiếp theo, lắp hai con vít để cố định cụm đầu nóng (hotend) vào thân bộ đùn nhựa (extruder).
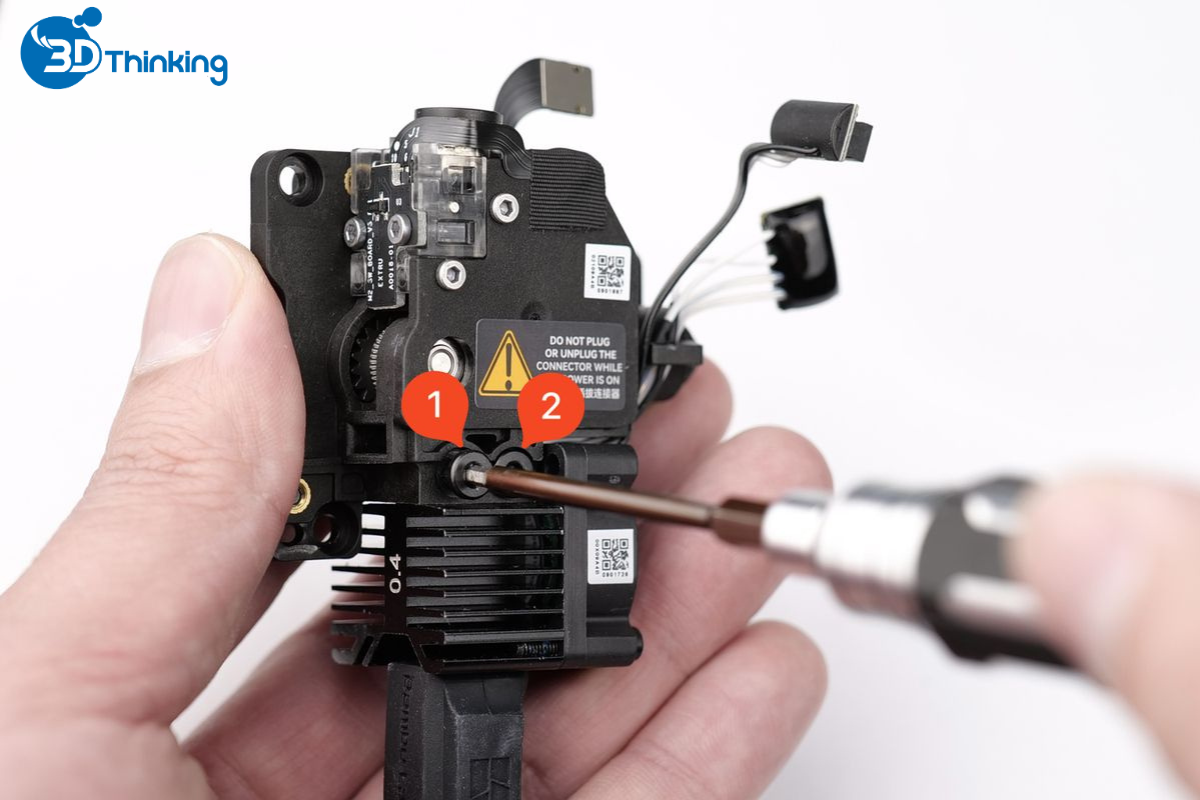
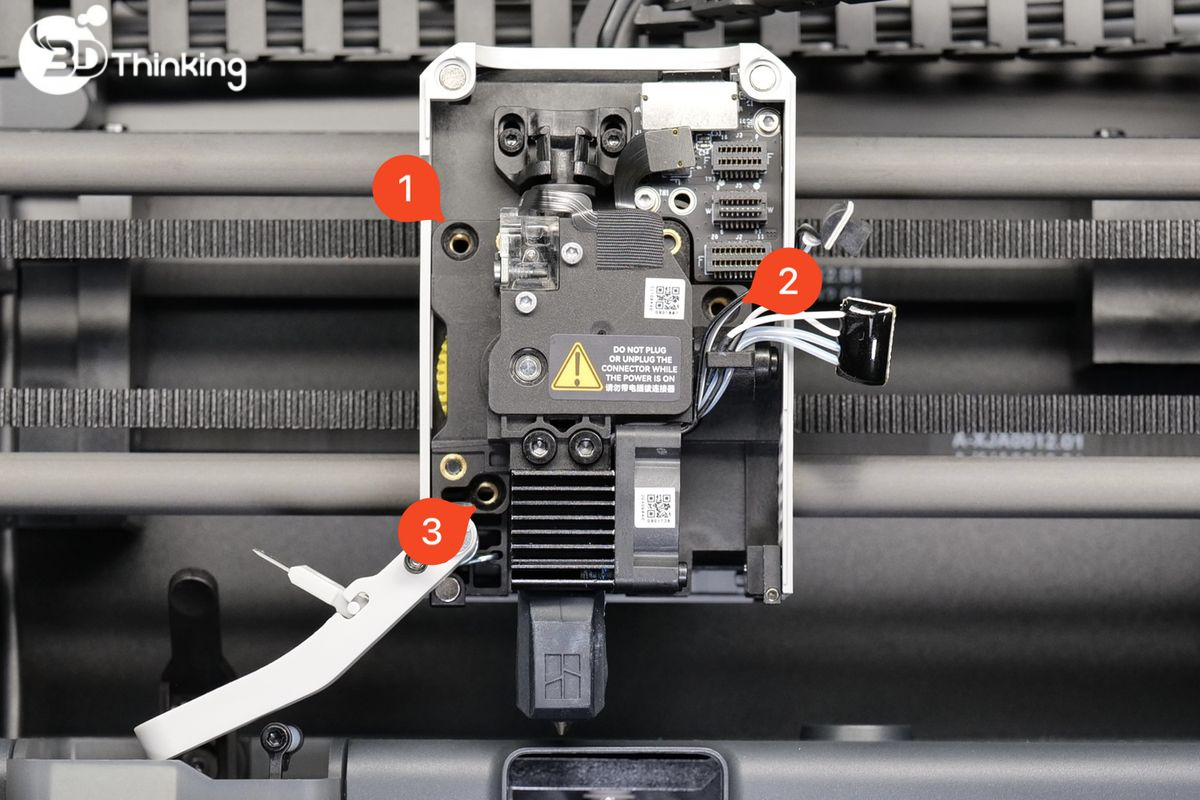
Bước tiếp theo, lắp cụm bộ đùn nhựa (extruder) và cụm đầu nóng (hotend) trở lại máy in. Hãy căn chỉnh bộ đùn nhựa (extruder) cẩn thận với cụm đầu in (toolhead), sau đó lắp ba con vít như hình minh họa bên dưới.
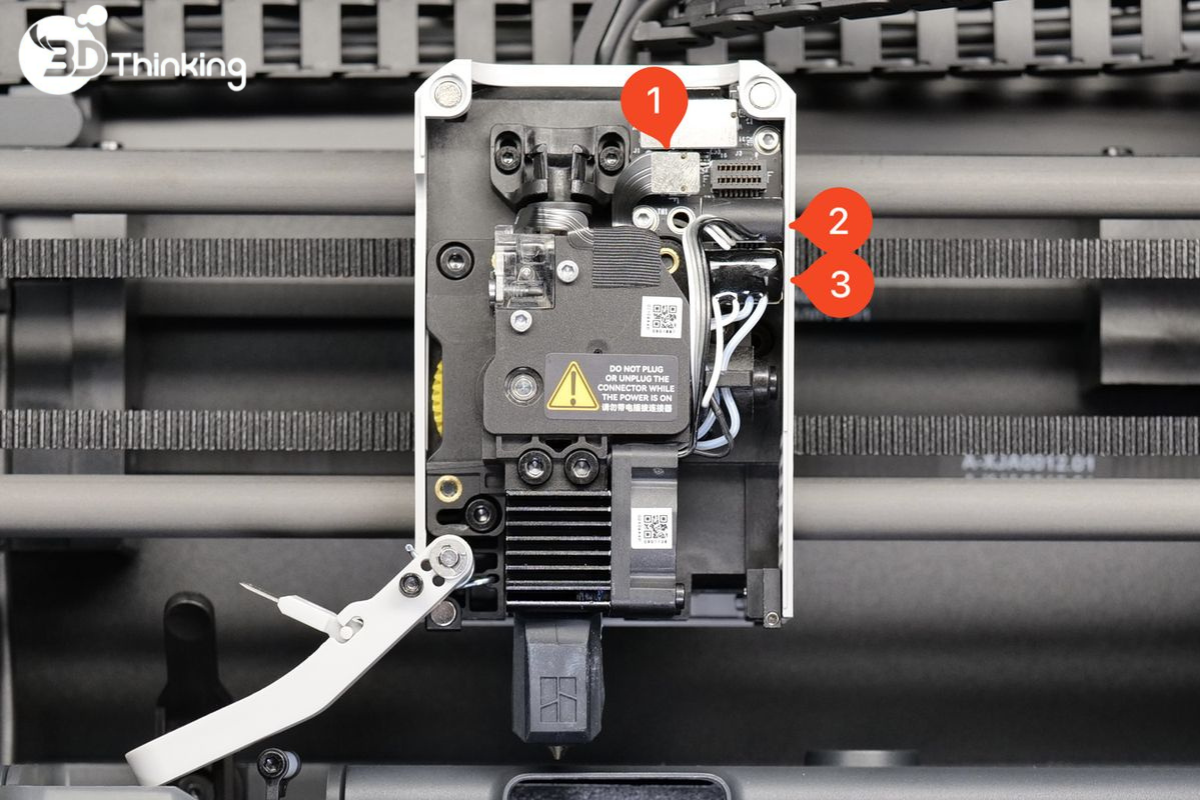
Sau khi lắp xong. Hãy kết nối lại ba đầu nối vào bo mạch cụm đầu in (toolhead). Hãy chú ý kỹ các chân của từng đầu nối và căn chỉnh cẩn thận để tránh làm hỏng đầu nối, đồng thời đảm bảo lắp đặt đúng cách.
Hoàn tất quá trình thay thế bộ đùn nhự bằng cách nhẹ nhàng lắp lưỡi dao cắt vào bộ đùn nhựa (extruder) và siết chặt con vít của cần gạt như hình minh họa bên dưới.
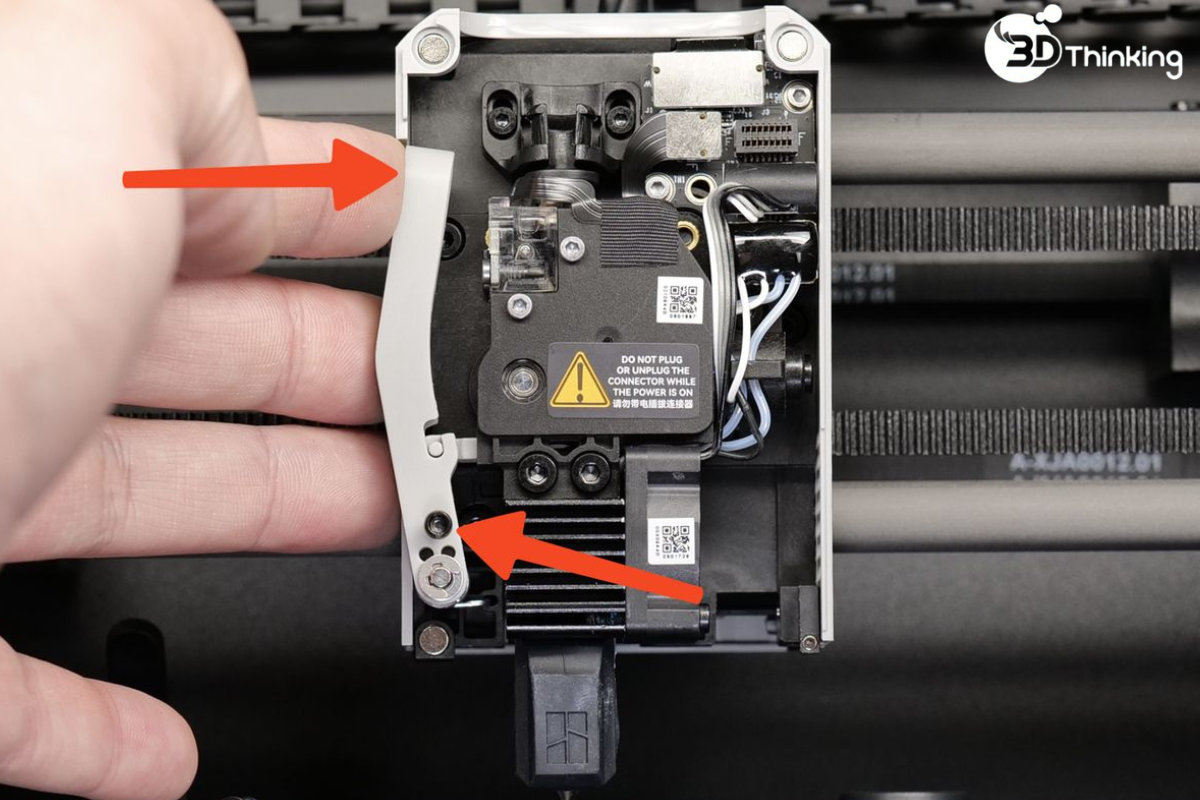
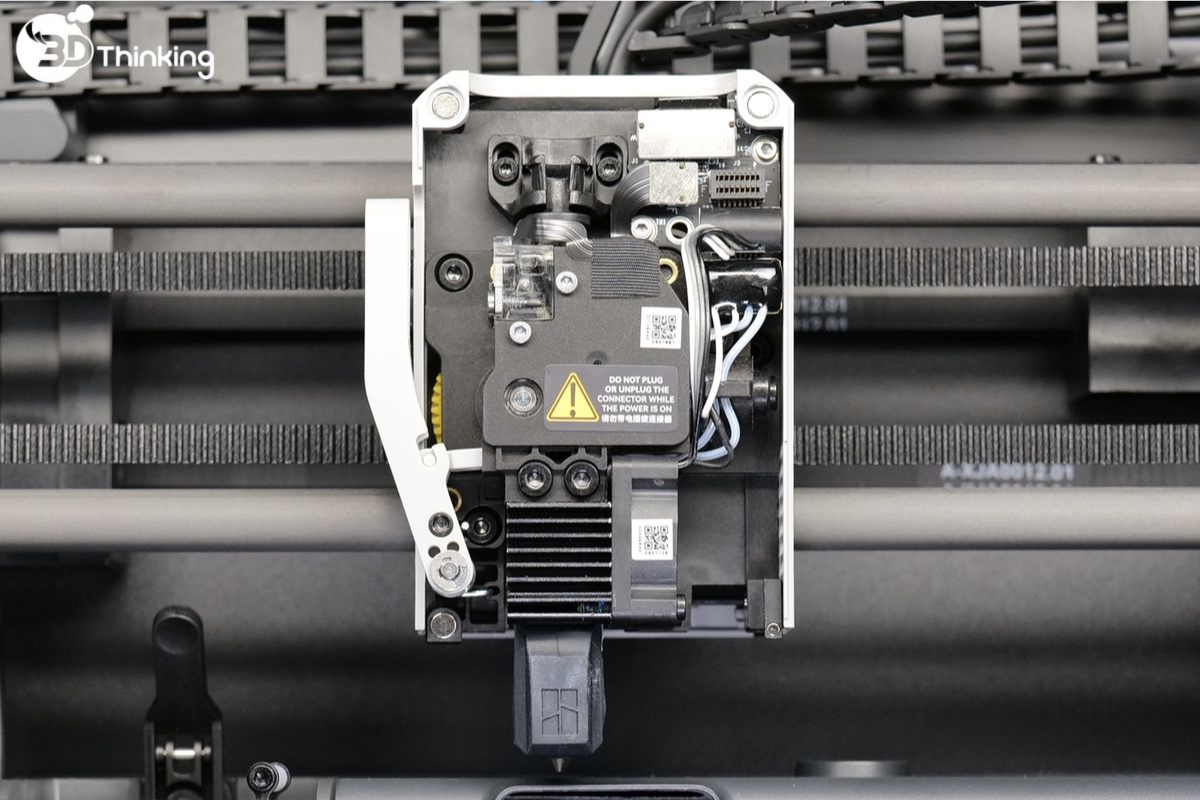
Dưới đây là hình ảnh cho thấy cụm đầu in (toolhead) sẽ trông như thế nào sau khi quá trình thay thế bộ đùn nhựa hoàn tất.
Lưu ý:
Sau khi hoàn tất thay thế bộ đùn nhựa, hãy vào mục Cài đặt trên màn hình máy in, sau đó chọn Phụ kiện (Accessories) > Đầu in (Nozzle), và chọn thông số kỹ thuật của đầu in (nozzle) thép tôi cứng mà bạn đã lắp đặt.
Bây giờ bạn đã sẵn sàng để in sợi nhựa in 3D (filament) có tính mài mòn! Chỉ cần gắn lại nắp trước, nạp sợi nhựa in 3D (filament) và bắt đầu in.
Ghi chú cuối
3D THINKING hy vọng hướng dẫn thay thế bộ đùn nhựa chi tiết này đã hữu ích và cung cấp đầy đủ thông tin. Để đảm bảo thực hiện an toàn và hiệu quả, nếu bạn có bất kỳ thắc mắc hoặc vấn đề nào liên quan đến quy trình được mô tả trong bài viết này, chúng tôi khuyến nghị gửi form hỗ trợ hoặc liên hệ tổng đài 19007451 về vấn đề của bạn. Đội ngũ kỹ thuật viên 3D THINKING sẽ phản hồi và hỗ trợ bạn ngay khi nhận được yêu cầu.
Lĩnh vực hoạt động chính của 3D Thinking
- Máy In 3D : Đại lý chính thức các thương hiệu công nghệ uy tín, hỗ trợ lắp đặt chuyển giao công nghệ toàn diện.
- Máy Quét 3D : Cung cấp thiết bị quét 3D phục vụ số hóa vật thể, đo kiểm kích thước, hỗ trợ thiết kế ngược.
- Máy Khắc Laser : Cung cấp giải pháp máy khắc – cắt laser, cá nhân hóa sản phẩm, quảng cáo, giáo dục và sản xuất, với độ chính xác cao và đa dạng vật liệu.
- Dịch Vụ In 3D : Cung cấp đa dạng công nghệ in 3D như FDM, SLA, SLS, hỗ trợ từ nguyên mẫu sản xuất hàng loạt.
- Dịch Vụ Quét 3D: Chính Xác Ca Số hóa vật thể, đo kiểm kích thước, phục vụ thiết kế ngược.
- Dịch vụ thiết kế sản phẩm : Thiết kế kỹ thuật, tạo mẫu ý tưởng, dựng hình sản phẩm chi tiết phục vụ sản xuất và nghiên cứu phát triển.
Liên hệ fanpage 3D Thinking để được tư vấn kỹ thuật chi tiết và định hướng giải pháp in 3D phù hợp nhất cho bạn.
Xem thêm các video chia sẻ kiến thức in 3D tại kênh YouTube Kỹ Sư Thái để được tư vấn kỹ thuật chi tiết và định hướng giải pháp in 3D phù hợp nhất cho bạn.
















