





















































Tổng quan về tình trạng kẹt đầu phun hotend
Hiện tượng kẹt đầu phun hotend là lỗi khá phổ biến trong quá trình sử dụng máy in 3D. Nguyên nhân chủ yếu đến từ việc sợi nhựa in (filament) bị bám dính giữa đầu phun và khối gia nhiệt, khiến việc tháo lắp trở nên khó khăn.
Đặc biệt, tình trạng kẹt đầu phun khối gia nhiệt có thể xảy ra khi còn tồn dư nhựa nóng chảy trong cụm hotend, gây cứng và dính chặt khi nguội.
Trong bài viết này, 3D THINKING sẽ hướng dẫn bạn cách tháo và vệ sinh đầu phun hotend an toàn, áp dụng cho các dòng máy sử dụng cơ chế tháo nhanh (quick-release).
Nguyên nhân gây kẹt đầu phun khối gia nhiệt
Một số nguyên nhân phổ biến gồm:
- Nhựa in bị rò rỉ và bám vào khớp nối giữa hotend và khối gia nhiệt
- Không vệ sinh đầu phun định kỳ
- Tháo đầu phun khi nhiệt độ chưa đạt mức phù hợp
- Nhựa còn tồn dư bên trong cụm gia nhiệt
Những yếu tố này khiến kẹt đầu phun hotend trở nên nghiêm trọng hơn nếu không xử lý kịp thời.
Dụng cụ cần chuẩn bị
Để xử lý lỗi kẹt đầu phun hotend, bạn cần chuẩn bị:
- Găng tay cách nhiệt
- Nhíp
- Khăn giấy hoặc khăn lau chịu nhiệt
Cảnh báo an toàn khi xử lý kẹt đầu phun hotend
Trước khi tiến hành:
- Tắt nguồn máy in và ngắt điện hoàn toàn
- Tránh thao tác khi chưa kiểm soát được nhiệt độ
- Nếu cần thao tác ở nhiệt độ cao, bắt buộc đeo găng tay cách nhiệt
Việc đảm bảo an toàn giúp tránh bỏng và hạn chế hư hỏng linh kiện.
Các bước xử lý kẹt đầu phun hotend
Tháo cụm đầu nóng (hotend)
Nhấn cần cắt sợi nhựa để cắt phần sợi nhựa còn dưa trong đầu in.

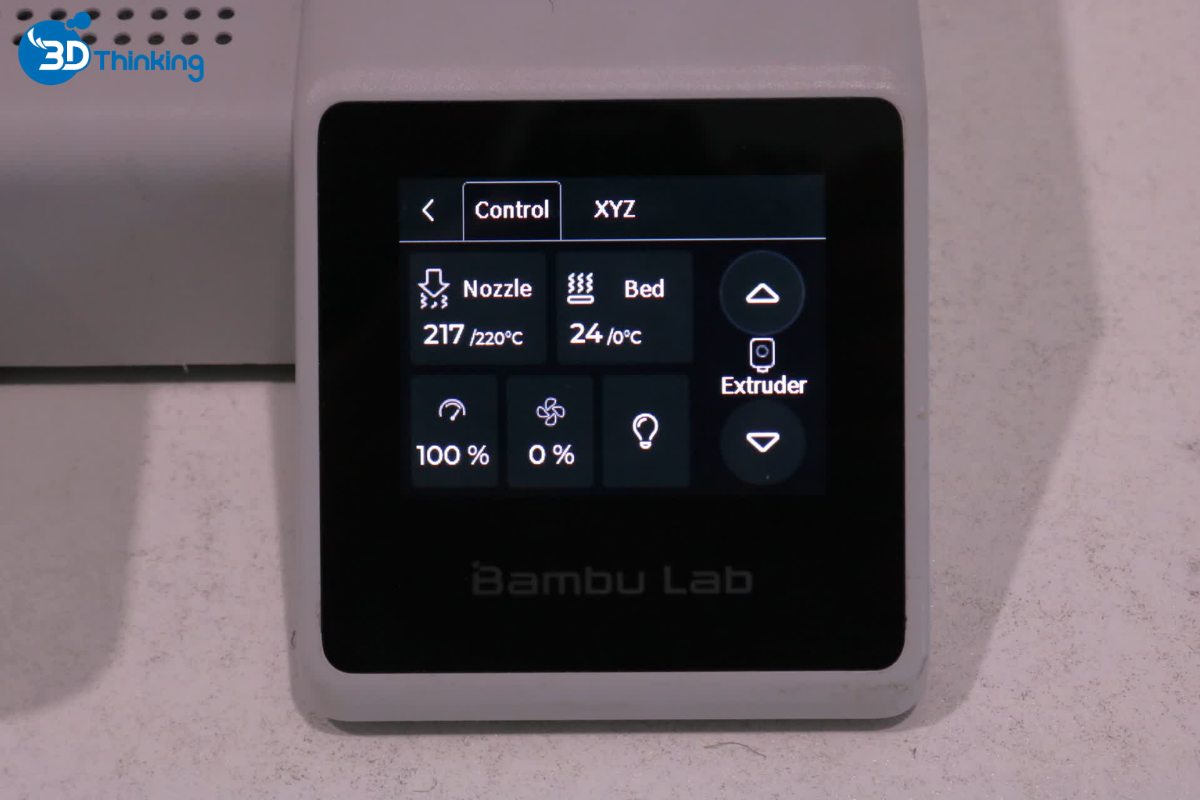
Cài đặt nhiệt độ nozzle (đầu in) lên 220℃ trên màn hình.
Sau khi nhiệt độ tăng, dùng nhíp nạy chốt khóa của cụm gia nhiệt.

Sau đó kẹp và lấy nozzle (đầu in) ra.

Vệ sinh cụm đầu nóng (hotend)
Đeo găng tay cách nhiệt khi thực hiện, chú ý tránh bỏng do nhiệt độ cao.
Dùng khăn giấy lau mạnh bề mặt nozzle (đầu in) để đảm bảo sạch hoàn toàn.

Sau đó lau phần đế của cụm gia nhiệt để đảm bảo không còn cặn bẩn rõ rệt.

Lắp lại cụm đầu nóng (hotend) và ống silicone
Sau khi vệ sinh, chờ cụm đầu nóng (hotend) và cụm gia nhiệt nguội xuống, sau đó lắp cụm đầu nóng vào cụm gia nhiệt.


Cài chặt chốt khóa của cụm gia nhiệt đúng vị trí.

Lắp ống bọc silicone.

GHI CHÚ CUỐI
3D THINKING hy vọng bài viết này hữu ích và cung cấp đầy đủ thông tin. Để đảm bảo thực hiện an toàn và hiệu quả, nếu bạn có bất kỳ thắc mắc hoặc vấn đề nào liên quan đến quy trình được mô tả trong bài viết này, chúng tôi khuyến nghị gửi form hỗ trợ hoặc liên hệ tổng đài 19007451 về vấn đề của bạn. Đội ngũ kỹ thuật viên 3D THINKING sẽ phản hồi và hỗ trợ bạn ngay khi nhận được yêu cầu
Lĩnh vực hoạt động chính của 3D Thinking
- Máy In 3D : Đại lý chính thức các thương hiệu công nghệ uy tín, hỗ trợ lắp đặt chuyển giao công nghệ toàn diện.
- Máy Quét 3D : Cung cấp thiết bị quét 3D phục vụ số hóa vật thể, đo kiểm kích thước, hỗ trợ thiết kế ngược.
- Máy Khắc Laser : Cung cấp giải pháp máy khắc – cắt laser, cá nhân hóa sản phẩm, quảng cáo, giáo dục và sản xuất, với độ chính xác cao và đa dạng vật liệu.
- Dịch Vụ In 3D : Cung cấp đa dạng công nghệ in 3D như FDM, SLA, SLS, hỗ trợ từ nguyên mẫu sản xuất hàng loạt.
- Dịch Vụ Quét 3D: Chính Xác Ca Số hóa vật thể, đo kiểm kích thước, phục vụ thiết kế ngược.
- Dịch vụ thiết kế sản phẩm : Thiết kế kỹ thuật, tạo mẫu ý tưởng, dựng hình sản phẩm chi tiết phục vụ sản xuất và nghiên cứu phát triển.
Liên hệ fanpage 3D Thinking để được tư vấn kỹ thuật chi tiết và định hướng giải pháp in 3D phù hợp nhất cho bạn.
Xem thêm các video chia sẻ kiến thức in 3D tại kênh YouTube Kỹ Sư Thái để được tư vấn kỹ thuật chi tiết và định hướng giải pháp in 3D phù hợp nhất cho bạn.


 Do Nhựa Bám, Nhựa Thừa Gây Ra")















