





















































Hướng dẫn bảo trì A1 Mini là yếu tố quan trọng giúp máy in 3D hoạt động ổn định, giảm hao mòn và hạn chế lỗi trong quá trình in. Việc bảo trì định kỳ không chỉ kéo dài tuổi thọ thiết bị mà còn nâng cao chất lượng bản in.
Trong bài viết này, 3D THINKING tổng hợp đầy đủ các hạng mục bảo trì cần thiết cho Bambu Lab A1 Mini, kèm theo dụng cụ, tần suất và cách thực hiện chi tiết.
Dụng cụ cần thiết khi bảo trì A1 Mini
| Dụng cụ | Hình ảnh | Dụng cụ | Hình ảnh |
| Khăn lau sạch |  | Mỡ bôi trơn | |
| Bóng thổi khí |  | Dầu bôi trơn |  |
| Bộ lục giác |  | Nhíp |  |
| Găng tay chịu nhiệt |  |
Bảo trì các bộ phận chuyển động
Các bộ phận chuyển động đóng vai trò quan trọng trong vận hành máy in:
- Thanh dẫn hướng (guide rail)
- Trục vít (lead screw)
- Dây đai (timing belts)
- Puly, quạt, khớp nối
Giải pháp bảo trì chính:
- Vệ sinh định kỳ
- Bôi trơn đúng cách
- Kiểm tra hao mòn và thay thế khi cần
Hệ thống thanh dẫn hướng (Guide rail system)

Bambu Lab mang đến cho người dùng hệ thống thanh trượt kim loại toàn phần (all-metal rails) đáng tin cậy cùng hệ truyền động được bảo vệ bằng lớp che. Hệ thống này giúp bạn không cần phải thường xuyên điều chỉnh các bộ phận chuyển động của A1 mini, tuy nhiên vẫn cần được vệ sinh và bôi trơn định kỳ để giảm hao mòn và tiếng ồn, đảm bảo độ chính xác và tuổi thọ của máy in, đồng thời ngăn ngừa hiệu quả tình trạng gỉ sét trên thanh dẫn hướng.
1. Thanh X (X rail) | Thời gian: Mỗi tháng Vật liệu & dụng cụ: Khăn lau, nhíp, dầu bôi trơn Giải pháp: Vệ sinh, bôi trơn Cách thực hiện:
|
2. Thanh Z (Z rail) | Thời gian: Mỗi tháng Vật liệu & dụng cụ: Khăn lau, nhíp, dầu bôi trơn Giải pháp: Vệ sinh, bôi trơn Cách thực hiện:
|
3. Thanh Y (Y rail) | Thời gian: Mỗi tháng Vật liệu & dụng cụ: Khăn lau, nhíp, dầu bôi trơn Giải pháp: Vệ sinh, bôi trơn Cách thực hiện:
|
Video hướng dẫn bôi trơn trục X:
 Vệ sinh thanh trượt |  Vệ sinh thanh trượt |
 Bôi trơn thanh X | 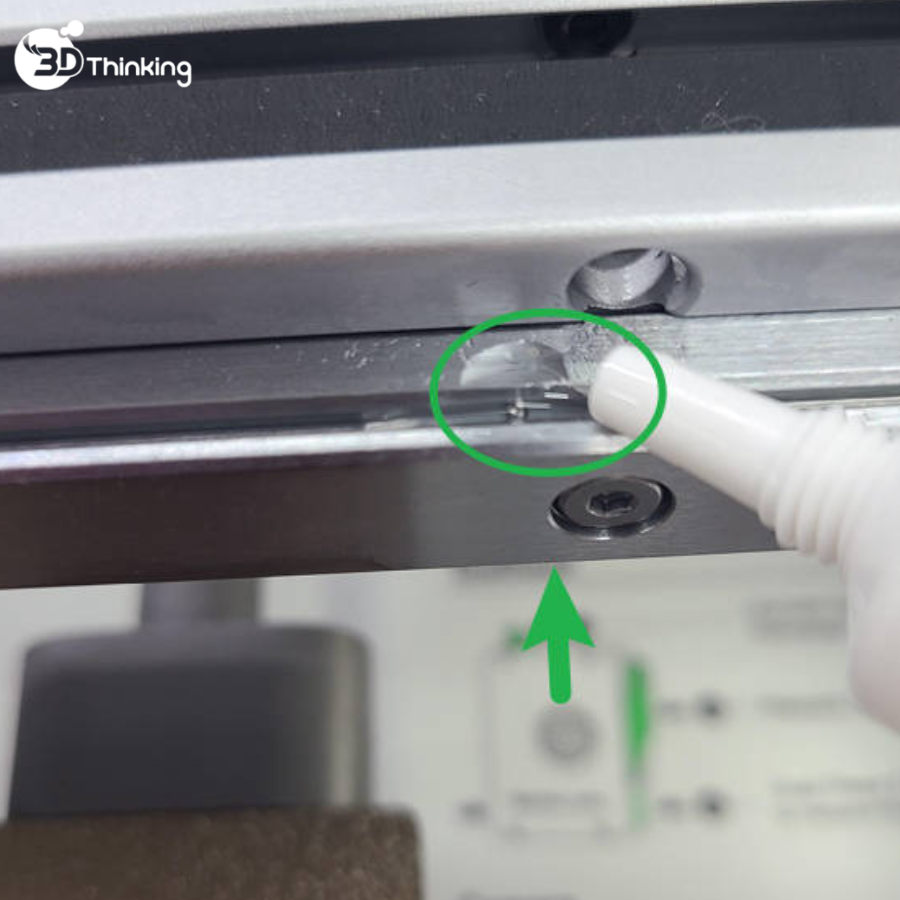 Bôi trơn thanh X | 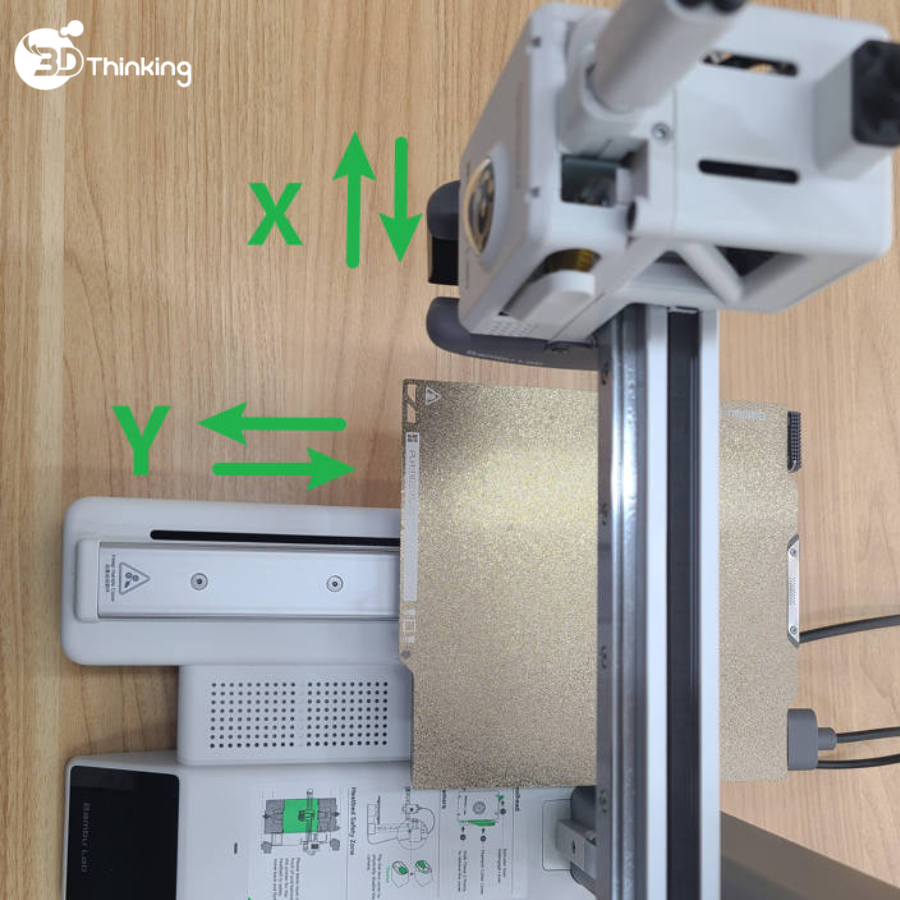 Di chuyển cụm đầu in (toolhead) (TẮT NGUỒN) |
Hình ảnh ướng dẫn bôi trơn trục Y:
 Bôi trơn thanh Y |  Bôi trơn thanh Y |  Di chuyển bàn in gia nhiệt (heatbed) (TẮT NGUỒN) |
Video hướng dẫn bôi trơn trục Z:
 | 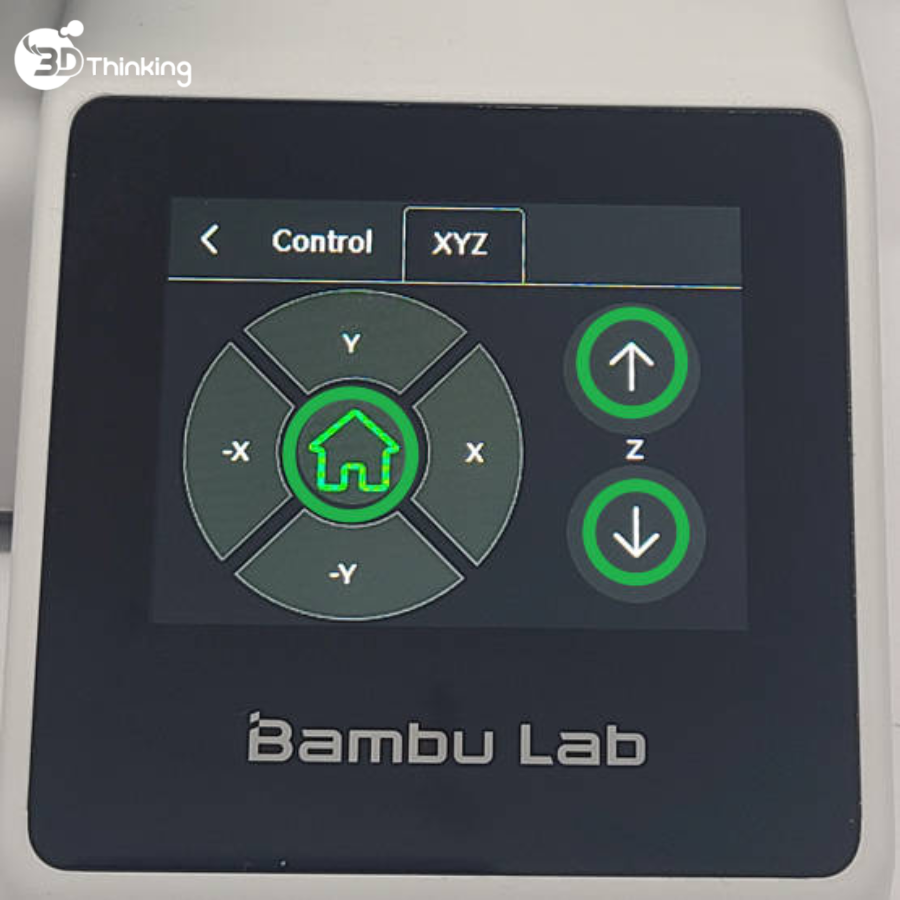 Điều khiển trục Z (Homing trước) |  Di chuyển trục X (BẬT NGUỒN) |
Bảo trì dây đai trục X/Y

Trong hướng dẫn bảo trì A1 Mini, dây đai cần được kiểm tra khi có cảnh báo từ hệ thống HMS.
Dây đai X (X Belt) | Thời gian: Khi HMS thông báo Vật liệu & dụng cụ: Lục giác H2 Giải pháp: Căng lại dây đai Cách thực hiện:
|
Dây đai Y (Y Belt) | Thời gian: Khi HMS thông báo Vật liệu & dụng cụ: Lục giác H2 Giải pháp: Căng lại dây đai
|

Nới lỏng vít
 Tháo nắp sau trục Y |  Nới lỏng vít căng (vị trí được khoanh tròn màu xanh bên dưới) | 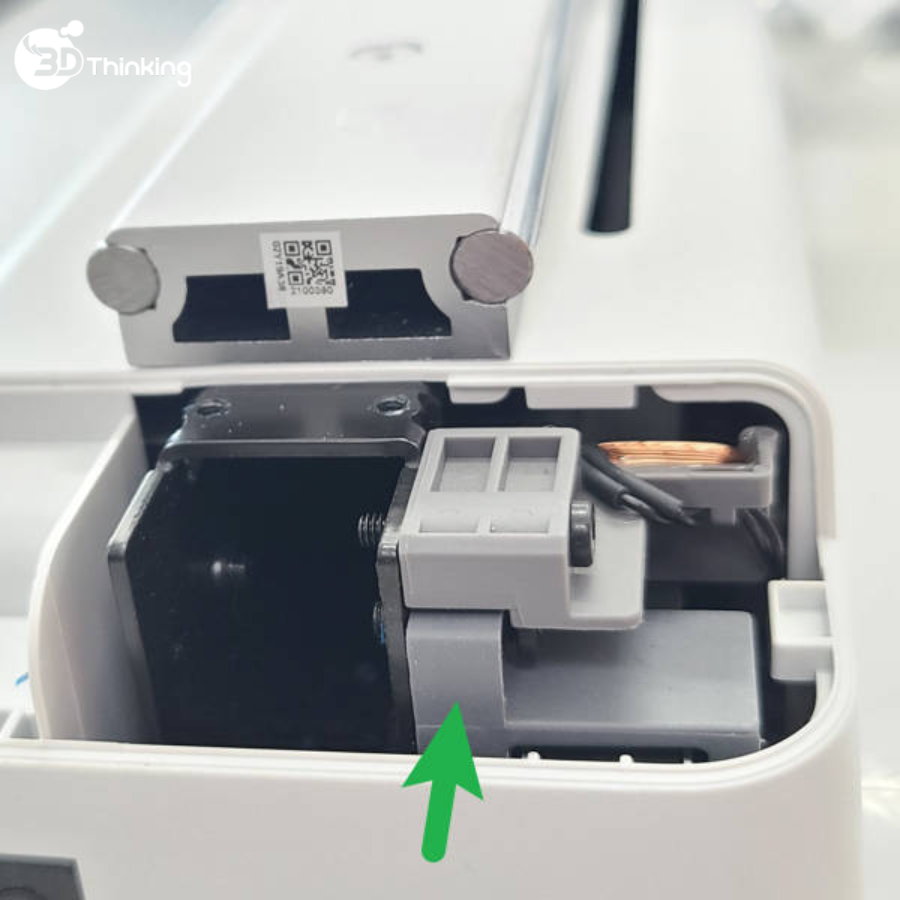 Đẩy cụm căng đai trục Y và siết lại vít căng |
Trục vít me (Lead screw)
A1 mini chỉ có một trục vít me. Thông qua trục vít me này, động cơ trục Z có thể điều khiển trục X di chuyển lên xuống theo phương Z. Việc bôi trơn đúng cách sẽ đảm bảo chuyển động mượt mà của trục X theo phương Z, đồng thời giảm hiệu quả tiếng ồn do chuyển động của trục vít.
Khác với thanh trượt tuyến tính (linear rail), trục vít me không bắt buộc phải dùng dầu bôi trơn. Bạn có thể sử dụng dầu bôi trơn hoặc mỡ bôi trơn. Nếu có mỡ bôi trơn, chúng tôi khuyến nghị sử dụng vì mỡ ít bay hơi hơn.
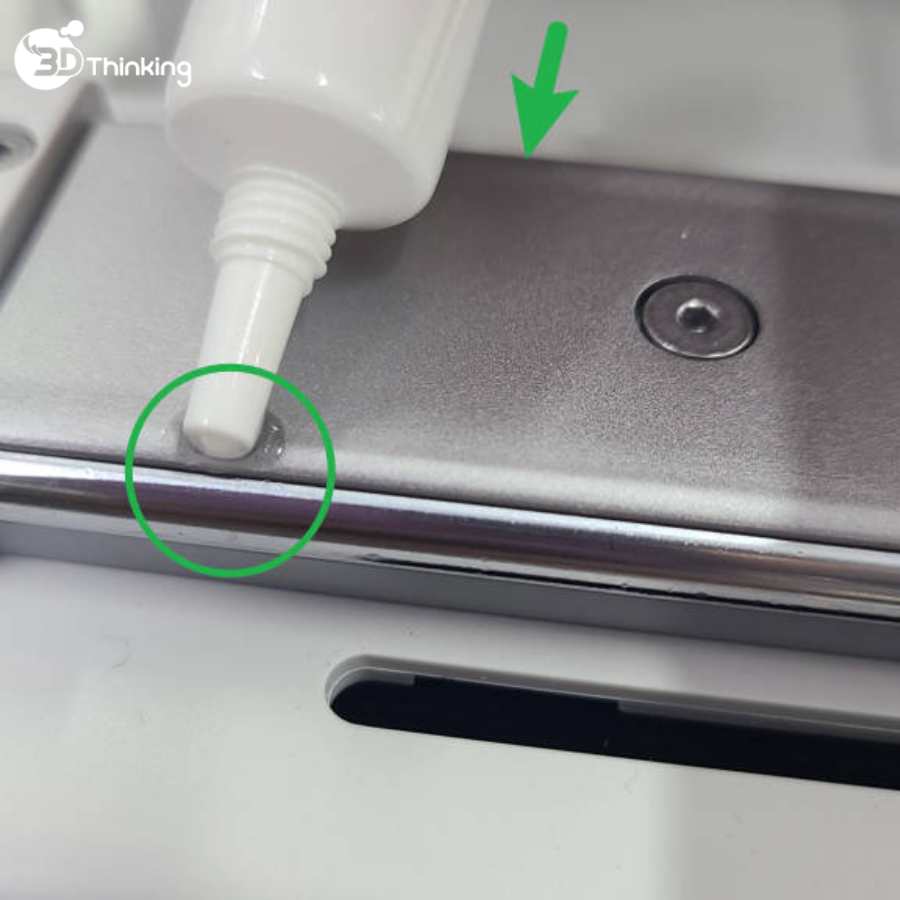
| Trục vít me (Lead Screw) | Thời gian: Mỗi 3 tháng Vật liệu & dụng cụ: Mỡ bôi trơn hoặc dầu bôi trơn Giải pháp: Bôi trơn Cách thực hiện:
|
Video hướng dẫn bôi trơn trục vít me:
|  |
Nếu cần, bạn có thể nghiêng nhẹ máy in rồi tra dầu bôi trơn vào trục vít me.
 |  |
Puly dẫn hướng (Idler pulley)
Bảo trì định kỳ puly dẫn hướng giúp ngăn ngừa hiệu quả tiếng ồn bất thường và lực cản bất thường.
| Puly dẫn hướng (Idler pulley) | Thời gian: Mỗi 3 tháng Vật liệu & dụng cụ: Dầu bôi trơn, lục giác Giải pháp: Bôi trơn Cách thực hiện:
|

Cảm biến sợi nhựa in 3D (Filament Sensor)
Trên bo mạch cảm biến sợi nhựa in 3D (filament) có nhiều cảm biến Hall. Việc bám dính dị vật như mảnh nhựa và bụi có thể gây sai lệch giá trị Hall và dẫn đến cảnh báo sai. Vệ sinh kịp thời bo mạch cảm biến sẽ giúp khắc phục hiệu quả tình trạng báo lỗi giả và cải thiện trải nghiệm in.
| Cảm biến sợi nhựa in 3D (Filament sensor) | Thời gian: Khi xuất hiện cảnh báo sai Vật liệu & dụng cụ: Lục giác, bóng thổi khí Giải pháp: Vệ sinh Cách thực hiện:
|
Video hướng dẫn vệ sinh bo mạch cảm biến sợi nhựa in 3D:
 |  | 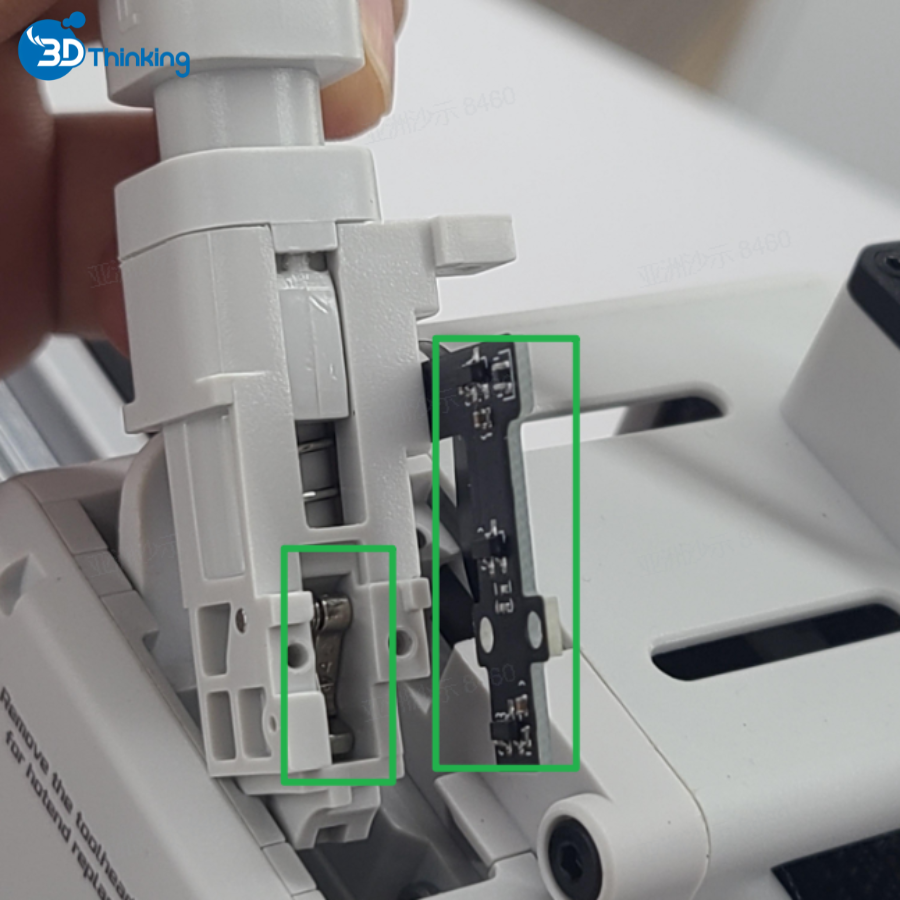 |
Lưu ý: Khi tháo rời, không kéo dây kết nối quá mạnh để tránh hư hỏng và lắp đặt không đúng.
Bộ đùn (extruder)
Sau một thời gian dài sử dụng máy in, mảnh vụn sợi nhựa in 3D (filament) và bụi có thể tích tụ bên trong bộ đùn (extruder), dễ gây kẹt bánh răng đùn hoặc thậm chí không thể quay trong quá trình hoạt động.
Để đảm bảo máy in hoạt động bình thường, cần vệ sinh bộ đùn để loại bỏ dị vật kịp thời.
| Cụm bộ đùn (Extruder unit) | Thời gian: Thiếu nhựa (under-extrusion), tắc bộ đùn Vật liệu & dụng cụ: Nhíp, lục giác, bóng thổi khí Giải pháp: Vệ sinh Cách thực hiện:
|
Video hướng dẫn vệ sinh bộ đùn (extruder):
 |  |  |
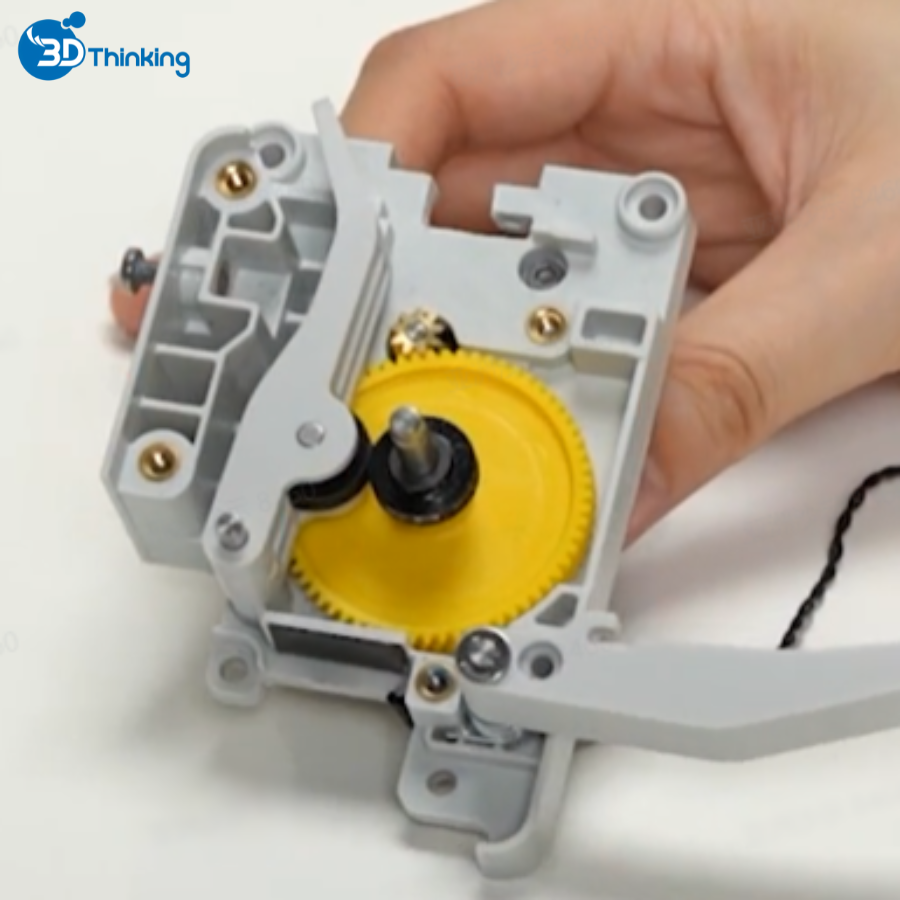
Cụm bánh răng đùn (Extruder Gear Assembly)
Nếu việc vệ sinh bộ đùn theo các bước trên không đạt hiệu quả mong muốn, bạn có thể tháo rời bộ đùn và lấy cụm bánh răng đùn ra để vệ sinh. Trong điều kiện bình thường, khi in các loại sợi nhựa không chứa sợi carbon như PLA và PETG, nên vệ sinh bánh răng đùn sau mỗi 5 cuộn.
Khi in sợi nhựa chứa sợi carbon, nên vệ sinh sau mỗi 2 cuộn. Nếu phát hiện bánh răng đùn bị mòn rõ rệt và việc vệ sinh nozzle (đầu in) không cải thiện khả năng đùn, bạn nên thay thế cụm bánh răng.
| Cụm bánh răng đùn (Extruder Gear Assembly) | Thời gian: Thiếu nhựa (under-extrusion), tắc bộ đùn Vật liệu & dụng cụ: Nhíp, lục giác, bóng thổi khí Giải pháp: Vệ sinh Cách thực hiện:
|
Gạt nhựa thải (Purge Wiper)
Gạt nhựa thải của A1 mini được sử dụng để xử lý hiệu quả vật liệu thải được đẩy ra từ nozzle (đầu in), đảm bảo quá trình in liên tục và ổn định.
Khi chuyển động của gạt nhựa bị cản trở bởi dị vật hoặc cơ cấu bị biến dạng, gạt nhựa có thể bị kẹt, gây xả nhựa bất thường hoặc khiến máy in bị mất bước. Vì vậy, cần vệ sinh dị vật kịp thời và thay thế gạt nhựa bị biến dạng để nâng cao tỷ lệ thành công khi thay sợi nhựa in 3D (filament) và cải thiện trải nghiệm in.
| Gạt nhựa thải (Purge Wiper) | Thời gian: Tích tụ nhiều hoặc bị biến dạng Vật liệu & dụng cụ: Nhíp, lục giác, bóng thổi khí Giải pháp: Vệ sinh, thay thế Cách thực hiện:
|
 |  |
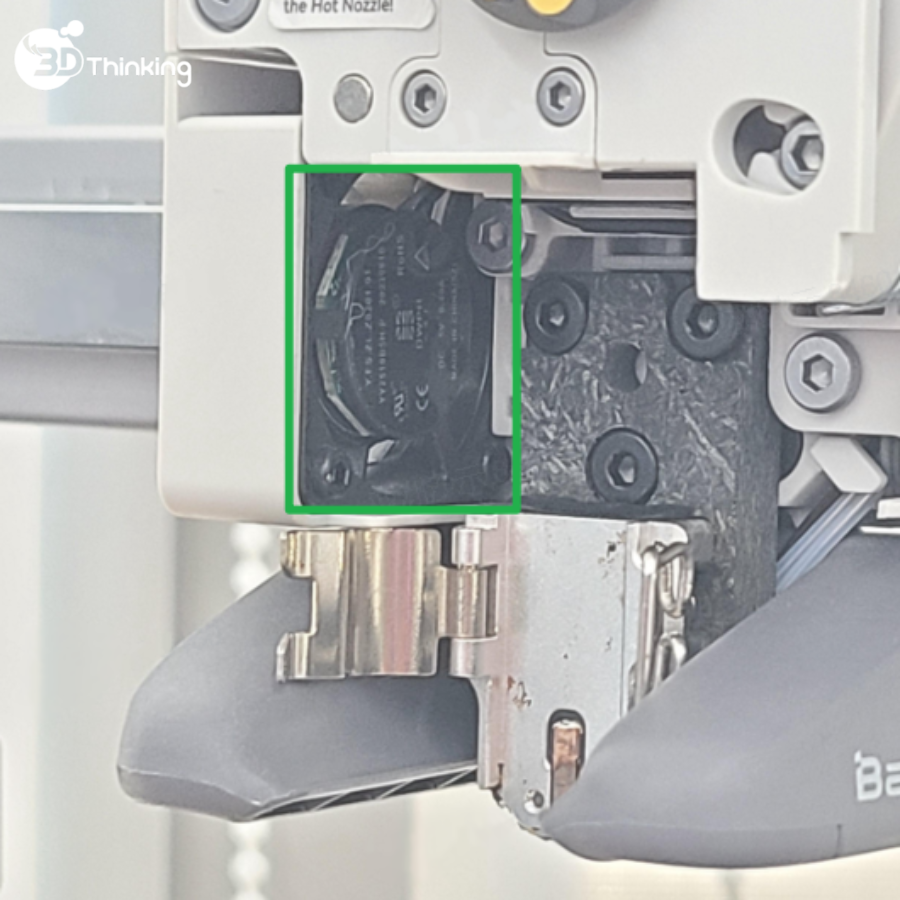
Quạt (Fans)
A1 mini được trang bị 3 quạt: quạt làm mát cụm đầu nóng (hotend), quạt làm mát chi tiết in (part cooling fan) và quạt làm mát bo mạch chính (mainboard). Để đảm bảo hiệu quả làm mát, cần kiểm tra tình trạng quạt định kỳ và loại bỏ dị vật kịp thời.
| Quạt làm mát chi tiết in (Part cooling fan) | Thời gian: Mỗi tuầnVật liệu & dụng cụ: Khăn lau, nhíp Giải pháp: Vệ sinh Cách thực hiện:
|
| Quạt làm mát cụm đầu nóng (Hotend cooling fan) | Thời gian: Mỗi tuần Vật liệu & dụng cụ: Khăn lau, nhíp Giải pháp: Vệ sinh Cách thực hiện:
|
| Quạt làm mát bo mạch (Mainboard cooling fan) | Thời gian: Khi HMS thông báo Vật liệu & dụng cụ: Khí nén (hoặc súng khí áp lực cao), khăn lau, nhíp Giải pháp: Vệ sinh Cách thực hiện:
|
Sau thời gian dài sử dụng, quạt làm mát chi tiết in có thể tích tụ nhiều bụi bên trong. Bạn có thể tháo quạt, nới lỏng 4 ốc phía sau, mở vỏ dưới và dùng chổi để làm sạch.
 |  |
Video hướng dẫn vệ sinh quạt:
 |  |  |
Bảo trì vật tư tiêu hao
Là các bộ phận cần thay thế do hao mòn hoặc tiêu hao trong quá trình vận hành bình thường của máy, như ống PTFE, cụm đầu nóng (hotend), v.v.
Các bộ phận này cần được kiểm tra và vệ sinh chủ động để phát hiện bất thường và thay thế kịp thời, tránh ảnh hưởng đến quá trình in.
Vỏ silicone cho cụm đầu nóng (Silicone Sock for Hotend)
Vỏ silicone giúp duy trì sự ổn định nhiệt độ của cụm đầu nóng (hotend). Nếu vỏ silicone bị hư hỏng hoặc không thể cố định chắc chắn trên cụm đầu nóng, cần thay thế để tránh ảnh hưởng đến chất lượng in do chênh lệch nhiệt độ.
| Vỏ silicone cho cụm đầu nóng (Silicone Sock for Hotend) | Thời gian: Bị hỏng hoặc không lắp được Vật liệu & dụng cụ: Vỏ silicone cho cụm đầu nóng Giải pháp: Thay thế Cách thực hiện:
|
Lưu ý: Bắt buộc phải lắp vỏ silicone, nếu không sẽ gây cảnh báo nhiệt độ cụm đầu nóng.
 |  |
Cụm đầu nóng (hotend)
Cụm đầu nóng của A1 mini sử dụng thiết kế tháo nhanh. Để đảm bảo chức năng tháo lắp nhanh hoạt động bình thường, đồng thời loại bỏ cặn bám trên bề mặt cụm đầu nóng và cụm gia nhiệt nhằm đảm bảo độ chính xác đo nhiệt độ, cần tháo và vệ sinh định kỳ.
Trong điều kiện bình thường, khi in PLA và PETG, nên vệ sinh nozzle (đầu in) sau mỗi 5 cuộn. Khi in sợi nhựa chứa sợi carbon, nên vệ sinh sau mỗi 2 cuộn. Nếu nozzle bị mòn rõ rệt gây rò rỉ nhựa và việc vệ sinh không cải thiện khả năng đùn, hãy thay thế cụm đầu nóng mới.
| Cụm gia nhiệt của hotend (Hotend Heating Assembly) | Thời gian: Mỗi tháng Vật liệu & dụng cụ: Găng tay, khăn lau, nhíp Giải pháp: Vệ sinh Cách thực hiện:
|
| Cụm đầu nóng (hotend) | Thời gian: Hao mòn và rò rỉ Vật liệu & dụng cụ: Hotend Giải pháp: Thay thế Cách thực hiện:
|
LƯU Ý:
- Nếu còn nhựa bám trên cụm đầu nóng và không thể tháo ra bình thường, hãy đặt nhiệt độ 80°C để làm mềm nhựa trước khi tháo;
- Sau khi vệ sinh, bắt buộc phải lắp lại vỏ silicone cho cụm đầu nóng, nếu không sẽ gây cảnh báo nhiệt độ.
Video hướng dẫn thay thế cụm đầu nóng (hotend):

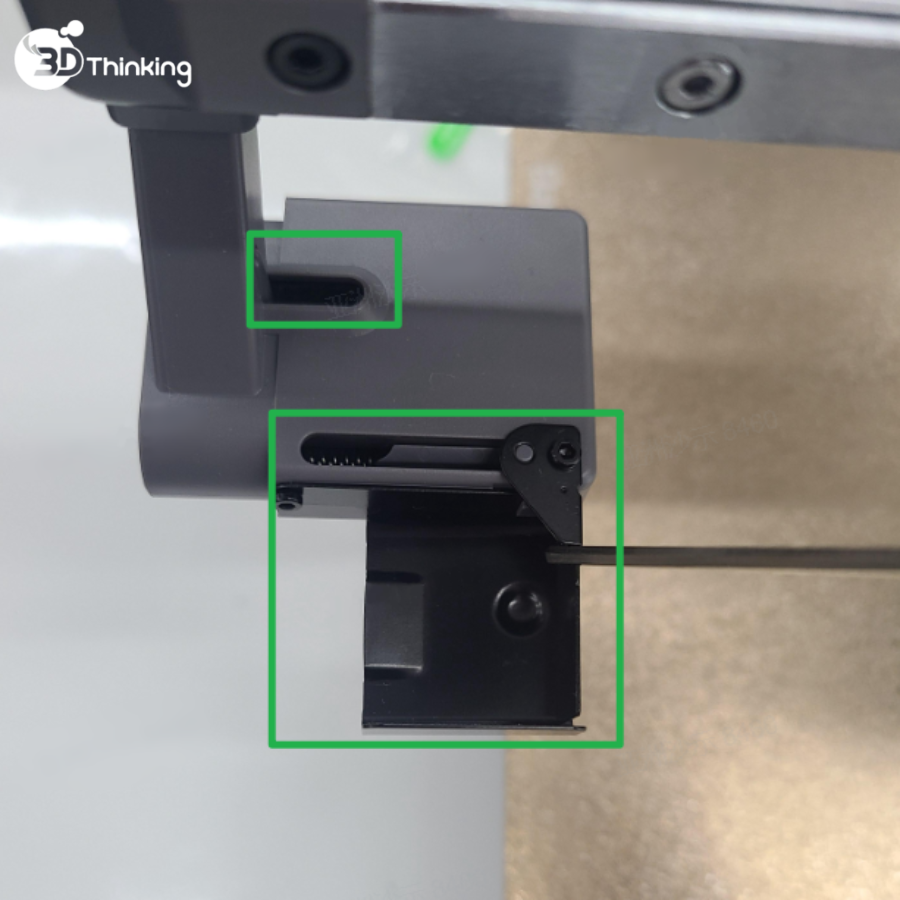
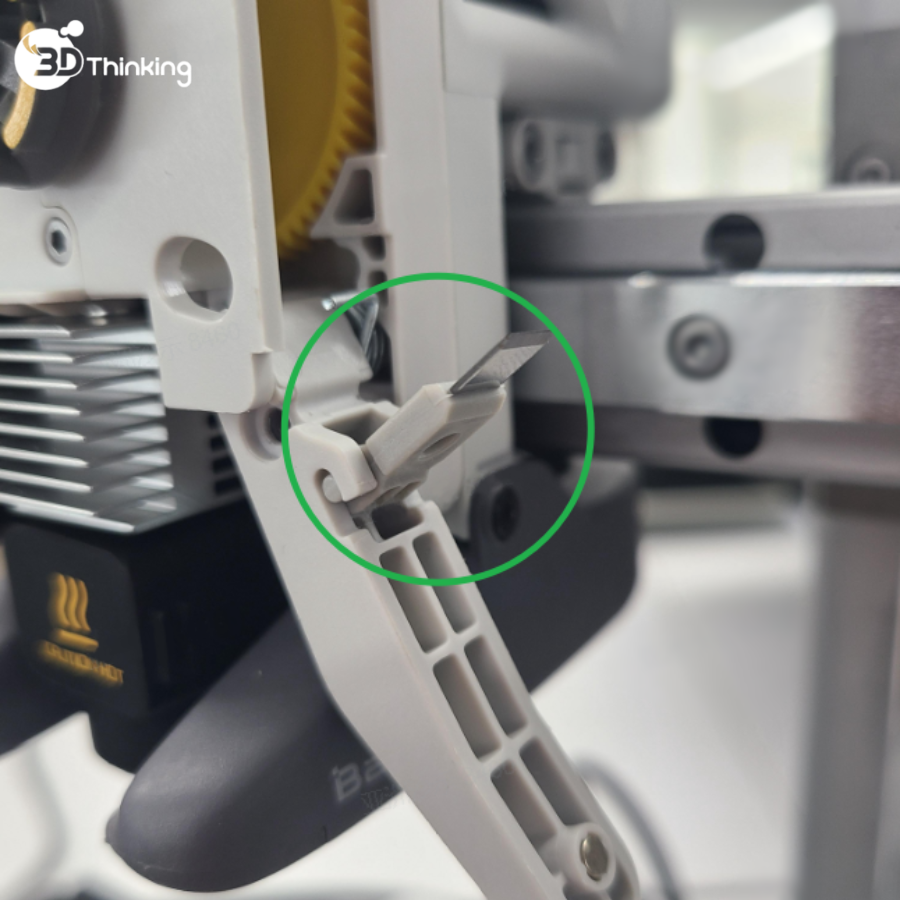
Dao cắt sợi nhựa in 3D (Filament Cutter)
Tương tự như các dòng máy X-series, A1 mini cũng được trang bị dao cắt để thực hiện thay sợi nhựa in 3D (filament) tự động.
Nếu bạn sử dụng in đa màu, lưỡi dao sẽ bị cùn hoặc thậm chí sứt mẻ sau khi in nhiều cuộn sợi nhựa. Vì vậy, bạn nên kiểm tra định kỳ để đảm bảo lưỡi dao vẫn sắc bén và nguyên vẹn, tránh hiện tượng mất bước do lực cắt lớn và nâng cao tỷ lệ in thành công. Nếu phát hiện dao cắt bị mòn và không thể cắt sợi nhựa trơn tru, hãy thay thế bằng dao mới.
| Dao cắt sợi nhựa in 3D (filament) (Filament cutter) | Thời gian: Kiểm tra lưỡi dao sau mỗi 3 cuộn PLA/ABS/PETG Vật liệu & dụng cụ: Lục giác Giải pháp: Thay thế Cách thực hiện:
|
Video hướng dẫn bảo trì và thay thế dao cắt sợi nhựa in 3D:
 |  |
Ống PTFE (PTFE Tube)
Sợi nhựa in 3D (filament) được dẫn từ AMS lite (hoặc giá đỡ cuộn) đến filament hub (trung tâm cấp sợi nhựa) thông qua ống PTFE.
Sau thời gian dài ma sát với sợi nhựa, ống PTFE sẽ bị hao mòn ở các mức độ khác nhau, làm tăng lực cản cấp sợi. Để tránh các vấn đề vận chuyển sợi nhựa bất thường do ống PTFE bị mòn, cần thay thế khi có dấu hiệu hao mòn rõ rệt.
| Ống PTFE (PTFE Tube) | Thời gian:
Vật liệu & dụng cụ: Tháo bằng tay hoặc dùng dụng cụ hỗ trợ Giải pháp: Thay thế Cách thực hiện:
|
 |  |
Lưu ý: Ống PTFE của A1 mini có đường kính ngoài 4mm và đường kính trong 2.5mm.
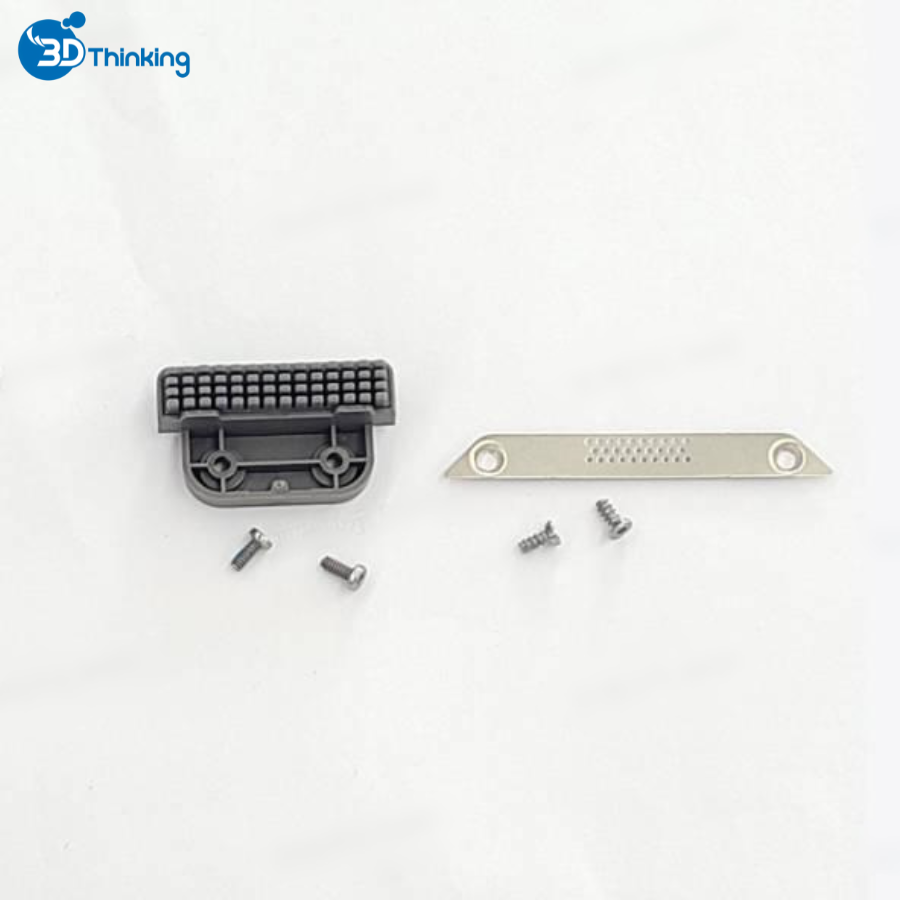
Gạt làm sạch nozzle trên bàn in (Heatbed Nozzle Wiper)
Cụm gạt làm sạch nozzle trên A1 mini thực tế gồm hai bộ phận: gạt silicone và gạt kim loại.
Gạt silicone dùng để làm sạch nhựa dư trên nozzle (đầu in), còn gạt kim loại dùng để làm sạch bề mặt đầu nozzle, đảm bảo bề mặt phẳng và sạch.
Nếu cụm gạt bị hư hỏng hoặc biến dạng, việc làm sạch sẽ không hiệu quả, ảnh hưởng đến chất lượng in. Khi đó cần thay thế để đảm bảo hiệu quả làm sạch nozzle.
| Gạt làm sạch nozzle (Heatbed Nozzle Wiper) | Thời gian: Gạt silicone bị hỏng / gạt kim loại (thép không gỉ) bị biến dạng Vật liệu & dụng cụ: Lục giác Giải pháp: Thay thế Cách thực hiện:
|
 |  |
Tấm in PEI (PEI Build Plate)
A1 mini đi kèm với tấm in PEI dạng nhám (textured PEI plate), được làm từ vật liệu PEI phủ trên tấm thép không gỉ. Tấm này cho phép in nhiều loại vật liệu như PLA/PETG mà không cần dùng keo dán.
Để duy trì độ bám dính tối ưu, рекомендуется vệ sinh tấm in thường xuyên. Đồng thời, tránh chạm trực tiếp tay vào bề mặt tấm in để ngăn dầu từ da bám lên bề mặt, gây ảnh hưởng đến độ bám dính.
GHI CHÚ CUỐI
3D THINKING hy vọng bài viết này hữu ích và cung cấp đầy đủ thông tin. Để đảm bảo thực hiện an toàn và hiệu quả, nếu bạn có bất kỳ thắc mắc hoặc vấn đề nào liên quan đến quy trình được mô tả trong bài viết này, chúng tôi khuyến nghị gửi form hỗ trợ hoặc liên hệ tổng đài 19007451 về vấn đề của bạn. Đội ngũ kỹ thuật viên 3D THINKING sẽ phản hồi và hỗ trợ bạn ngay khi nhận được yêu cầu
Lĩnh vực hoạt động chính của 3D Thinking
- Máy In 3D : Đại lý chính thức các thương hiệu công nghệ uy tín, hỗ trợ lắp đặt chuyển giao công nghệ toàn diện.
- Máy Quét 3D : Cung cấp thiết bị quét 3D phục vụ số hóa vật thể, đo kiểm kích thước, hỗ trợ thiết kế ngược.
- Máy Khắc Laser : Cung cấp giải pháp máy khắc – cắt laser, cá nhân hóa sản phẩm, quảng cáo, giáo dục và sản xuất, với độ chính xác cao và đa dạng vật liệu.
- Dịch Vụ In 3D : Cung cấp đa dạng công nghệ in 3D như FDM, SLA, SLS, hỗ trợ từ nguyên mẫu sản xuất hàng loạt.
- Dịch Vụ Quét 3D: Chính Xác Ca Số hóa vật thể, đo kiểm kích thước, phục vụ thiết kế ngược.
- Dịch vụ thiết kế sản phẩm : Thiết kế kỹ thuật, tạo mẫu ý tưởng, dựng hình sản phẩm chi tiết phục vụ sản xuất và nghiên cứu phát triển.
Liên hệ fanpage 3D Thinking để được tư vấn kỹ thuật chi tiết và định hướng giải pháp in 3D phù hợp nhất cho bạn.
Xem thêm các video chia sẻ kiến thức in 3D tại kênh YouTube Kỹ Sư Thái để được tư vấn kỹ thuật chi tiết và định hướng giải pháp in 3D phù hợp nhất cho bạn.















