Phương Pháp Làm Mịn Bề Mặt Mẫu In 3D Cơ Bản
Chức năng sử dụng. Mặc dù công nghệ in 3D đã có nhiều bước tiến vượt bậc, nhưng do nguyên lý in chồng từng lớp, các đường layer rõ rệt vẫn thường xuất hiện trên sản phẩm sau khi in. Điều này không chỉ làm giảm giá trị thẩm mỹ mà trong một số ứng dụng còn có thể ảnh hưởng đến hiệu suất và đặc tính cơ học của chi tiết. Vì vậy, xử lý làm mịn bề mặt chi tiết in 3D là bước đặc biệt quan trọng.
Quá trình làm mịn (smoothing) không chỉ giúp cải thiện ngoại hình sản phẩm, mang lại cảm giác chuyên nghiệp và cao cấp hơn, mà còn tăng cường tính chất vật lý của bề mặt, đáp ứng các yêu cầu sử dụng khắt khe hơn trong thực tế.
1. Loại Bỏ Phần Vật Liệu Dư Thừa

Để loại bỏ support, brim, raft hoặc các vết stringing, kìm cắt sát (flush cutters) là công cụ phù hợp và hiệu quả nhất. Khi sử dụng đúng cách và cẩn thận, kìm có thể cắt bỏ filament trên các bề mặt phẳng một cách sạch sẽ, gần như không để lại vật liệu dư.
Đối với những vị trí mà kìm cắt không thể tiếp cận hiệu quả (ví dụ như góc hẹp hoặc khu vực khó thao tác), có thể sử dụng dao rọc/dao đa năng (utility knife). Khi dùng dao, cần tuân thủ nghiêm ngặt các nguyên tắc an toàn để giảm thiểu nguy cơ chấn thương:
Không sử dụng dao khi có người khác đứng trong phạm vi 2 mét quanh khu vực làm việc.
Luôn hướng và di chuyển lưỡi dao ra xa cơ thể, bao gồm cả tay còn lại đang giữ mẫu in 3D. Nếu không thể thực hiện điều này, hãy dùng ê-tô hoặc kẹp cố định chi tiết xuống bàn trước khi tiếp tục.
Đảm bảo lưỡi dao sắc bén và không có khuyết tật hoặc hư hỏng.
Không dùng lực quá mạnh khiến dao có nguy cơ trượt hoặc gãy. Nếu bạn thấy tay bị run hoặc phải gắng sức quá mức khi cắt, hãy chuyển sang phương pháp xử lý khác an toàn hơn.
2. Dụng Cụ Cần Thiết

Dụng cụ đa năng cầm tay dạng xoay (rotary multitool) như Dremel là một lựa chọn rất hiệu quả để hoàn thiện bề mặt sản phẩm in 3D. Cách sử dụng tương tự như dao thủ công, nhưng nhờ đa dạng đầu gắn (bit), công cụ này cho phép xử lý các cạnh bên trong, góc khuất và những vị trí khó tiếp cận một cách dễ dàng.
Khi sử dụng rotary multitool, cần lưu ý hai điểm quan trọng:
Thứ nhất, đây là dụng cụ hoạt động theo tốc độ quay, không phải theo lực xoắn (torque). Vì vậy, thay vì tăng lực tay khi chưa đạt kết quả mong muốn, bạn nên tăng tốc độ quay. Cách làm này không chỉ giảm công sức thao tác mà còn kéo dài tuổi thọ của dụng cụ.
Thứ hai, do bạn đang sử dụng dụng cụ điện trên vật liệu nhựa, không nên giữ đầu công cụ quá lâu tại một điểm hoặc tạo áp lực quá lớn. Chuyển động quay sẽ sinh nhiệt, và nếu thao tác không đúng, nhựa có thể bị nóng chảy cục bộ, tạo ra vết lõm hoặc lỗ trên bề mặt chi tiết in 3D.
Một số rotary multitool còn được trang bị đầu chà nhám, tuy nhiên các phụ kiện này thường quá mạnh đối với PLA, không phù hợp để làm mịn bề mặt. Ở phần tiếp theo, chúng ta sẽ tìm hiểu các kỹ thuật chà nhám hiệu quả hơn cho PLA.
3. Chà Nhám (Sanding)
Chà nhám bằng giấy nhám là phương pháp phổ biến nhất để làm mịn bề mặt chi tiết in 3D. Bạn có thể bắt đầu với giấy nhám độ hạt 100–200 để loại bỏ các đường layer lớn, sau đó chuyển dần sang giấy nhám mịn hơn nhằm hoàn thiện bề mặt và nâng cao độ mịn.
Ở giai đoạn cuối, có thể sử dụng chà nhám ướt . Phương pháp này giúp giảm bụi trong quá trình chà, đồng thời tạo hiệu ứng bề mặt bóng mịn, cải thiện đáng kể độ hoàn thiện và độ mượt của bề mặt sản phẩm.

4. Sơn Lót & Sơn Phủ (Primer and Paint)
Sơn lót (primer) được phủ lên bề mặt chi tiết in 3D giúp lấp đầy các đường layer nhỏ và khuyết điểm bề mặt, sau đó có thể chà nhám để đạt được hiệu ứng bề mặt mịn hơn. Lớp primer sau khi khô hoàn toàn có thể tiếp tục chà nhám; khi cần thiết, quy trình này có thể lặp lại nhiều lần. Cuối cùng, sơn phủ hoàn thiện được áp dụng để tạo bề mặt bóng đẹp và đồng đều.
Phương pháp này đặc biệt phù hợp với người dùng muốn đạt được bề mặt đồng nhất, mịn và tính thẩm mỹ cao. Tuy nhiên, nhược điểm là tốn nhiều thời gian, do cần chờ mỗi lớp primer khô hoàn toàn trước khi thực hiện các bước tiếp theo.

5. Làm Mịn Bằng Súng Nhiệt (Heat Gun Smoothing)
Đối với các vật liệu không chịu nhiệt cao như PLA, sử dụng súng nhiệt (heat gun) là một phương pháp hiệu quả để làm mịn bề mặt sản phẩm in 3D. Khi gia nhiệt nhẹ và đều trên bề mặt chi tiết, lớp vật liệu bên ngoài sẽ nóng chảy nhẹ, giúp giảm rõ rệt các đường layer.
Tuy nhiên, phương pháp này đòi hỏi kiểm soát nhiệt độ và khoảng cách gia nhiệt chính xác. Nếu quá nhiệt, chi tiết in 3D có thể bị biến dạng, co rút hoặc mất chi tiết, đặc biệt với PLA vốn có nhiệt độ hóa mềm thấp.

6. Phủ Nhựa Resin (Resin Coating)
Phủ một lớp nhựa mỏng như epoxy hoặc resin đóng rắn bằng tia UV lên bề mặt chi tiết in 3D có thể giúp tăng độ mịn và độ đồng đều bề mặt. Sau khi phủ, sản phẩm có thể được đóng rắn dưới đèn UV (đối với resin UV) hoặc để khô tự nhiên tùy theo loại nhựa sử dụng.
Khi bề mặt đã đóng rắn hoàn toàn, người dùng có thể chà nhám bổ sung nếu cần để đạt được độ mịn cao hơn, tạo hiệu ứng bề mặt siêu mịn và bóng đẹp.

7. Làm Mịn Bằng Dung Môi (Solvent Immersion)
Một số vật liệu in 3D nhất định có thể được làm mịn bằng cách ngâm hoặc xử lý trong dung môi phù hợp trong thời gian ngắn. Chi tiết in 3D được đặt trong hộp kín, sau đó thêm một lượng nhỏ acetone. Hơi acetone sẽ tác động lên bề mặt, làm hòa tan nhẹ lớp ngoài, từ đó làm mờ và giảm các đường layer, tạo bề mặt mịn hơn.
Đối với PLA, có thể sử dụng methylene chloride để làm mịn bề mặt, tuy nhiên cần đặc biệt thận trọng do PLA nhạy cảm hơn với phản ứng hóa học. Khi thực hiện làm mịn bằng phương pháp hóa học, luôn làm việc trong môi trường thông gió tốt và trang bị đầy đủ đồ bảo hộ để đảm bảo an toàn.

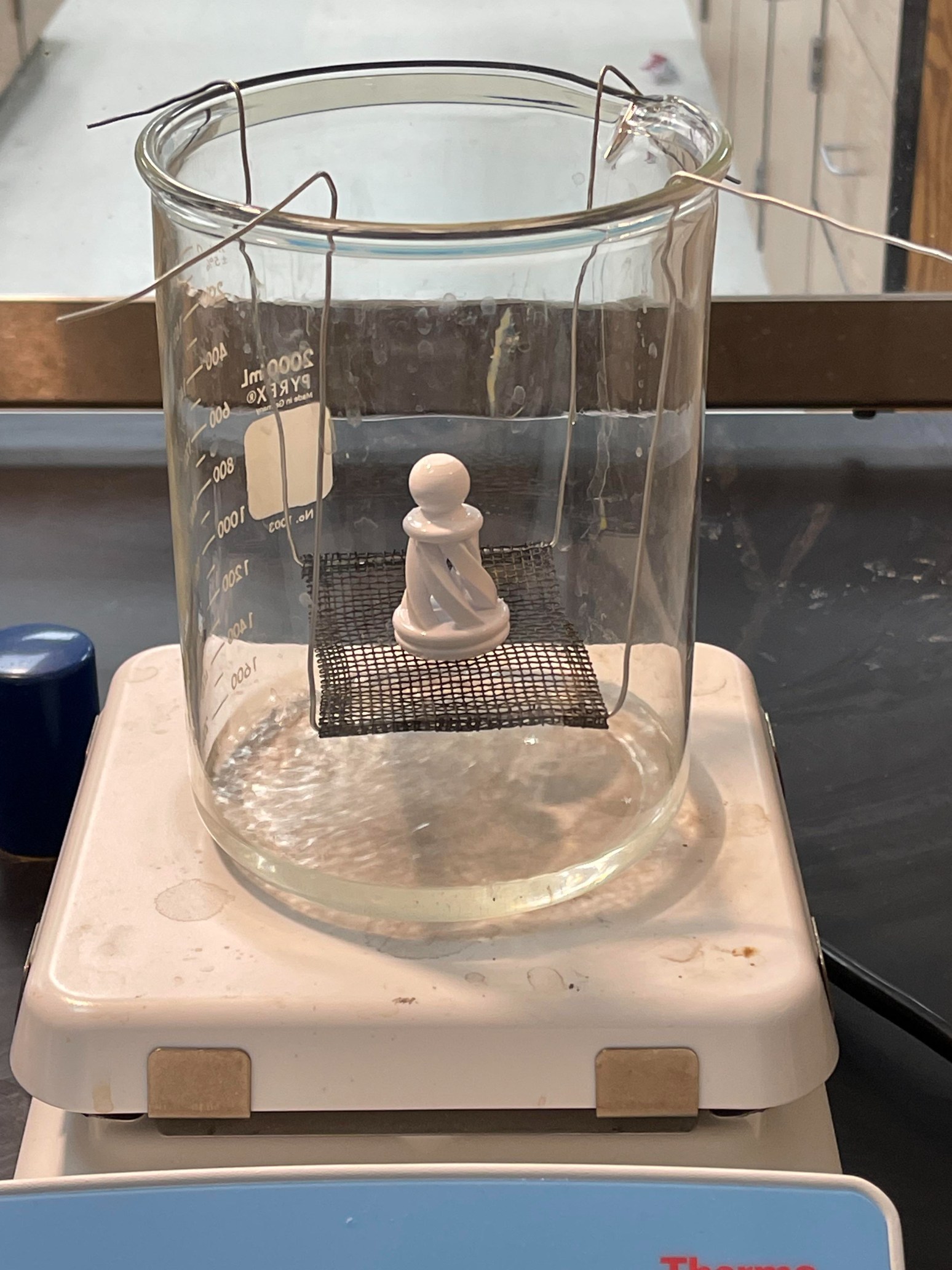
8. Làm Mịn Bằng Hơi Dung Môi
Các nghiên cứu cho thấy ethyl acetate có thể được sử dụng để làm mịn bề mặt PLA bằng phương pháp hơi dung môi hóa học một cách hiệu quả. Một nghiên cứu chỉ ra rằng việc sử dụng hơi ethyl acetate có thể giảm độ nhám bề mặt lên đến gần 90%, đồng thời mang lại nhiều ưu điểm về độ độc thấp hơn, lượng dung môi sử dụng ít hơn và thời gian xử lý ngắn hơn.
Phương pháp này thường được thực hiện bằng máy vapor smoothing tự động, tạo ra làn sương dung môi giúp loại bỏ lớp bề mặt trên cùng của chi tiết in 3D, từ đó đạt được bề mặt mịn, đồng đều và chất lượng cao.