Hiện tượng đùn nhựa bất thường là một lỗi khá phổ biến trên các dòng máy in 3D Bambu Lab A1, đặc biệt sau thời gian dài sử dụng hoặc khi đầu in gặp tình trạng tắc nhựa. Lỗi này có thể khiến nhựa ra không đều, thiếu lớp, kẹt đầu in hoặc làm giảm đáng kể chất lượng bản in, ảnh hưởng trực tiếp đến quá trình vận hành của máy.
Trong bài viết này, 3D Thinking sẽ hướng dẫn bạn cách thông tắc nhựa ở đầu máy in trên dòng máy Bambu Lab A1 một cách chi tiết từ A – Z, giúp xử lý nhanh tình trạng đùn bất thường và đưa máy trở lại trạng thái hoạt động ổn định. Các bước thực hiện đều được trình bày dễ hiểu, phù hợp cho cả người mới bắt đầu và người dùng chưa có nhiều kinh nghiệm với máy in 3D.
Hiện tượng sự cố
Trong in 3D, hiện tượng đùn không tốt là một vấn đề rất phổ biến. Trong quá trình in, nếu đầu phun (nozzle) không thể đùn sợi nhựa in 3D (filament) một cách trơn tru, hoặc bề mặt mô hình in xuất hiện tình trạng thiếu nhựa rõ rệt, điều đó có nghĩa là quá trình đùn đang gặp bất thường.
Nguyên nhân cũng có thể đến từ việc bộ đùn (extruder) hoặc đầu nóng (hotend) bị tắc, hoặc sợi nhựa bị trượt. Bài viết này sẽ hướng dẫn bạn cách thông tắc nhựa ở đầu máy in để khắc phục sự cố trên dòng máy A1.

Các lưu ý trước khi thông tắc nhựa ở đầu máy in 3D
Khi gặp vấn đề về đùn nhựa (extrusion), trước hết hãy đảm bảo rằng các cài đặt in là chính xác. Nhiệt độ in cần phù hợp với loại sợi nhựa in 3D (filament) đang sử dụng. Nhiệt độ quá thấp hoặc tốc độ in quá cao (ví dụ như bật Ludicrous Mode) cũng có thể gây ra hiện tượng thiếu nhựa.
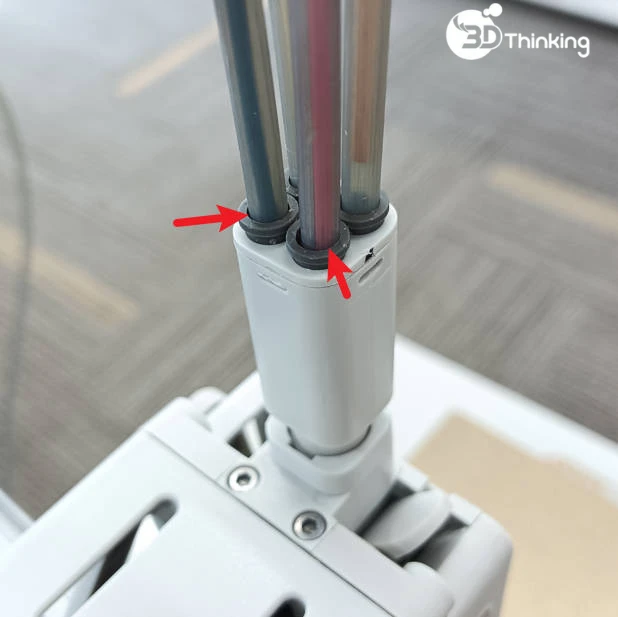
Ngoài ra, cũng cần đảm bảo rằng ống PTFE được kết nối đúng cách với máy in, ống không bị gập quá mức, sợi nhựa không bị rối, và chức năng “Filament Tangle Detection” (phát hiện rối sợi nhựa) đang được bật. Đôi khi lực cản từ bên ngoài quá lớn cũng sẽ khiến máy in không thể đùn sợi nhựa thành công. Sau khi xác nhận các cài đặt đều chính xác mà vẫn gặp vấn đề đùn nhựa, bạn có thể tham khảo các bước hướng dẫn thông tắc nhựa ở đầu máy in để khắc phục sự cố dưới đây.
Đầu phun (nozzle) quá gần bàn nhiệt (heat bed) khi in lớp đầu tiên.
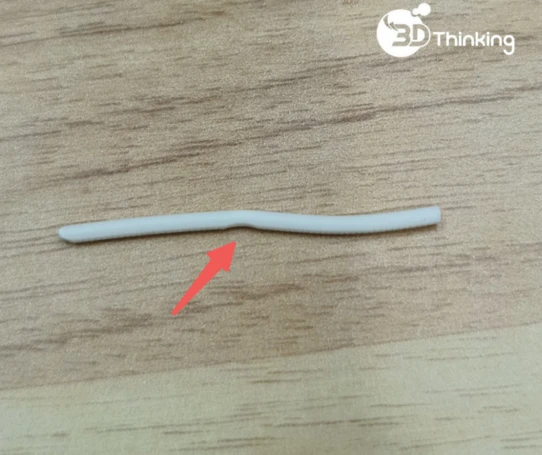
1. Khi in lớp đầu tiên, đầu phun (nozzle) ở quá gần bàn nhiệt (heat bed), gần như chạm vào bề mặt bàn in, khiến sợi nhựa in 3D (filament) hầu như không thể được đùn ra. Điều này dẫn đến hiện tượng thiếu nhựa nghiêm trọng ở lớp đầu tiên.
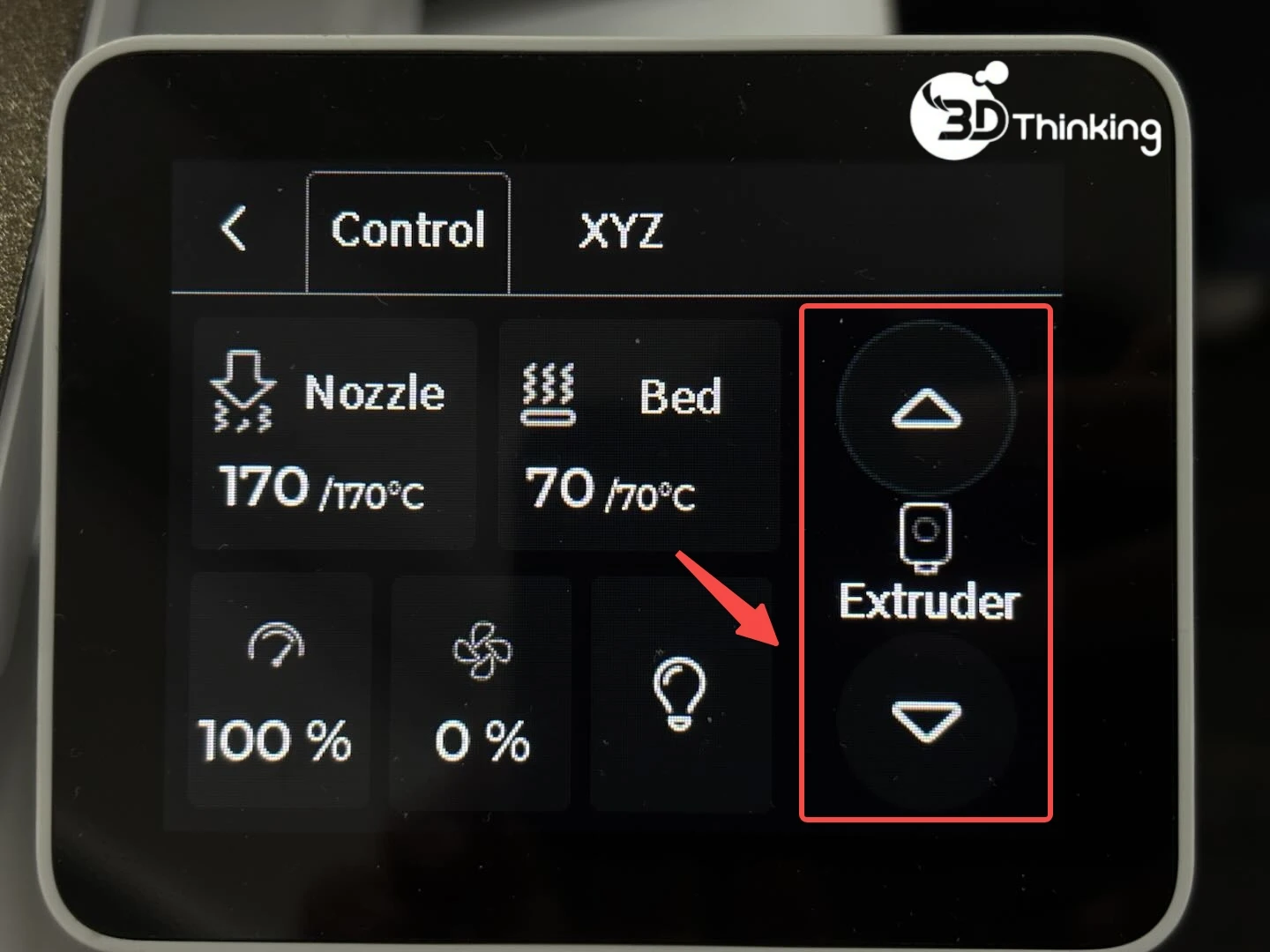
Lúc này, bạn có thể thử di chuyển cụm đầu in (toolhead) đến vị trí của bộ gạt nhựa thải, sau đó thiết lập nhiệt độ đầu phun (nozzle temperature) và nhấn “Extrude”. Nếu sợi nhựa in 3D (filament) có thể được đùn ra thành công tại vị trí của bộ gạt nhựa thải , thì có thể xác nhận rằng chiều cao của đầu phun khi in lớp đầu tiên đang quá thấp, dẫn đến hiện tượng đùn không đủ nhựa. Hãy thực hiện các bước hướng dẫn thông tắc nhựa ở đầu máy in dưới đây.

Đối với vấn đề này, chúng tôi khuyến nghị tham khảo các bước khắc phục sự cố sau:
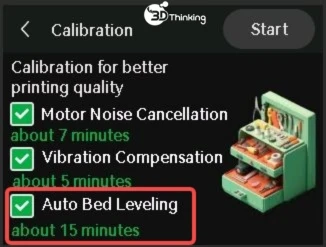
- Thực hiện thông tắc nhựa ở đầu máy in bằng cách cân bằng bàn in đầy đủ. Khuyến nghị chạy quy trình cân bằng bàn in hoàn chỉnh trong phần hiệu chuẩn để đảm bảo khoảng cách giữa đầu phun (nozzle) và bàn in là phù hợp.
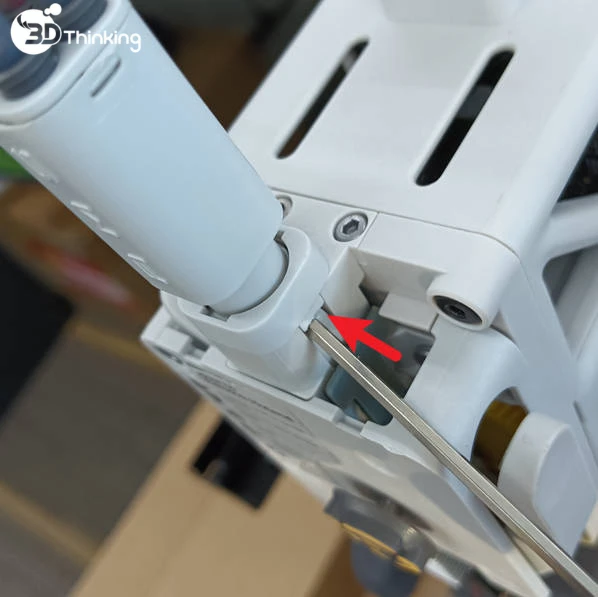
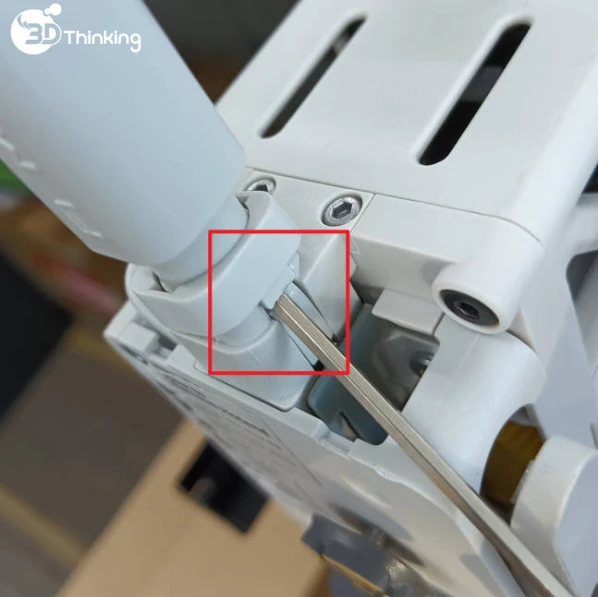
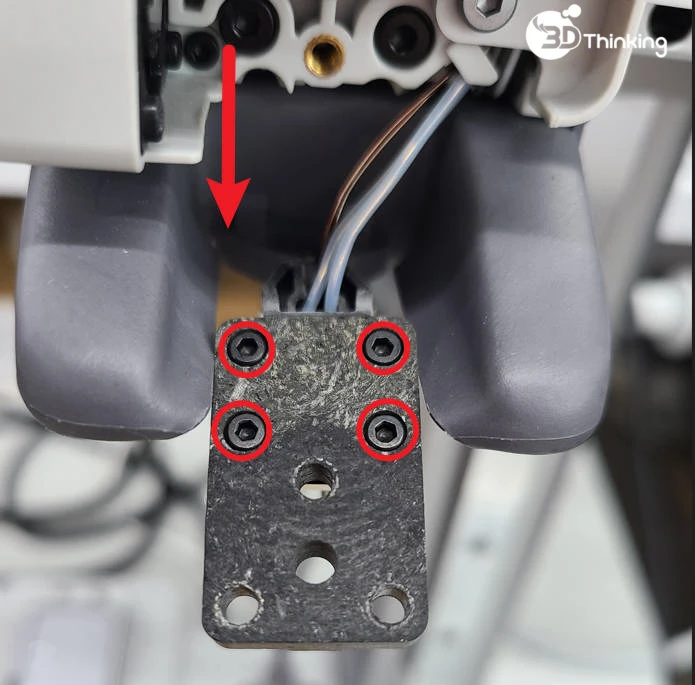
- Nếu vấn đề vẫn chưa được khắc phục sau khi cân bằng bàn in hoàn chỉnh, có thể vít của cụm gia nhiệt đầu nóng (hotend heating assembly screw) đang bị lỏng, hoặc phần dưới của đầu nóng (hotend) đã bị tuột ra, khiến đầu nóng bị lực đùn đẩy xuống gần bàn nhiệt (heat bed) hơn một khoảng nhất định. Đồng thời, hãy dùng tay kéo nhẹ đầu nóng (hotend) lên xuống để kiểm tra xem phần dưới có bị lỏng hay không.
| Siết chặt vít của cụm gia nhiệt đầu nóng (hotend heating assembly screw). | Kiểm tra xem phần dưới của đầu nóng (hotend) có bị lỏng hay không. |
 |  |
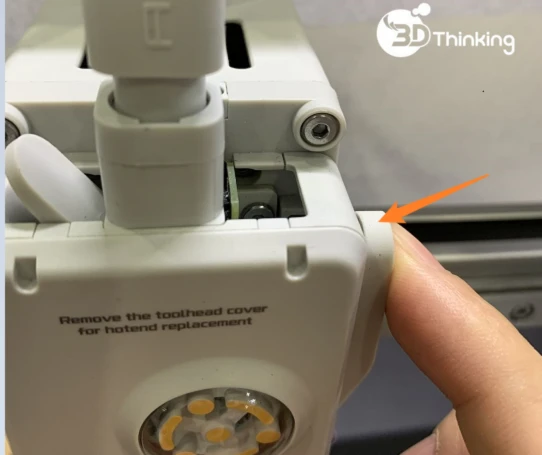
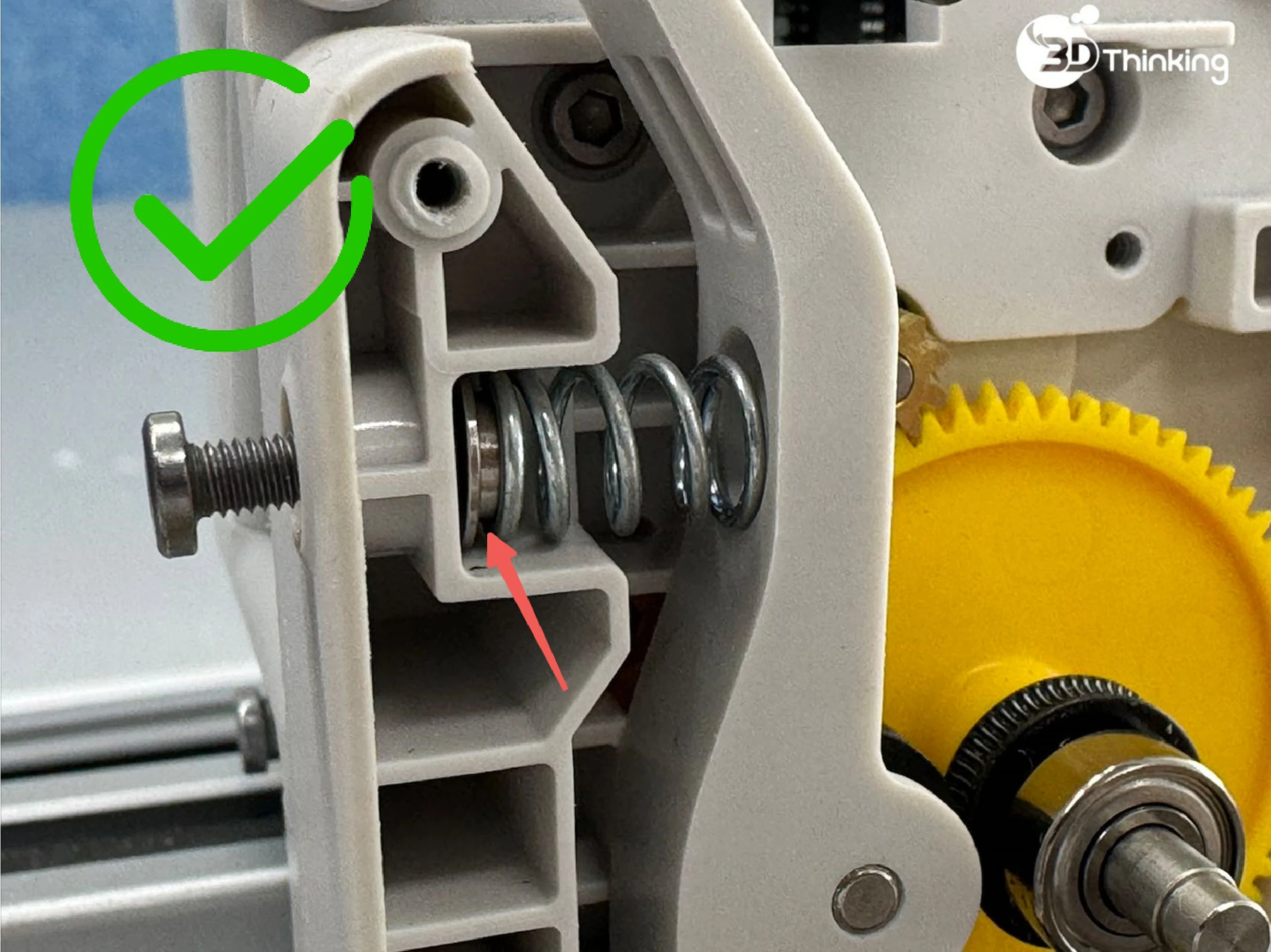
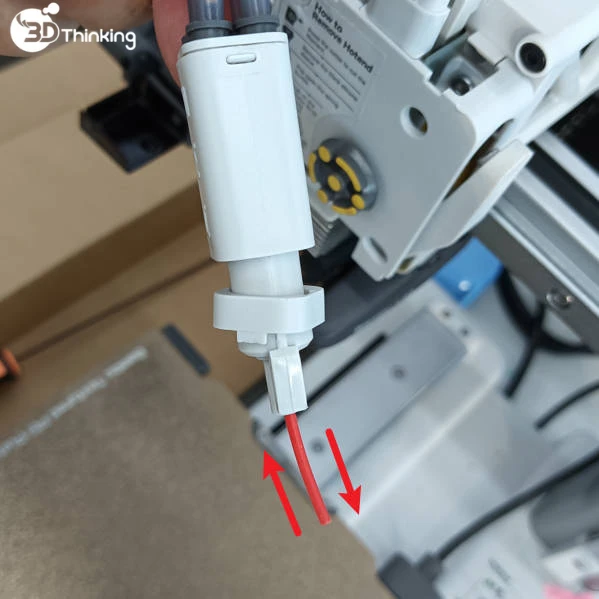
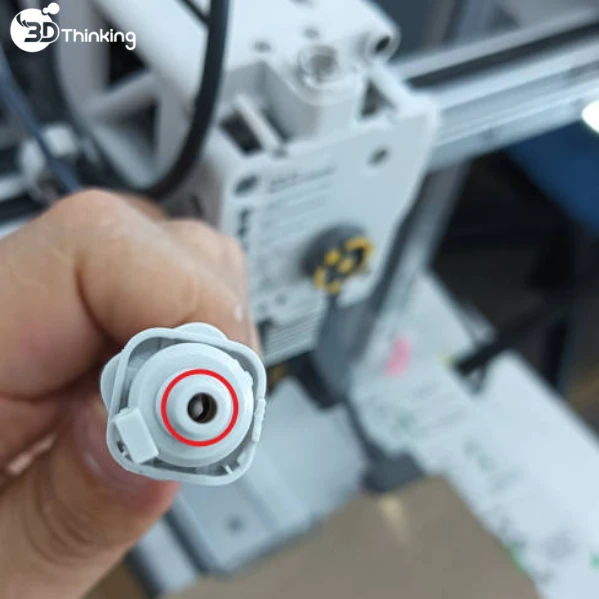
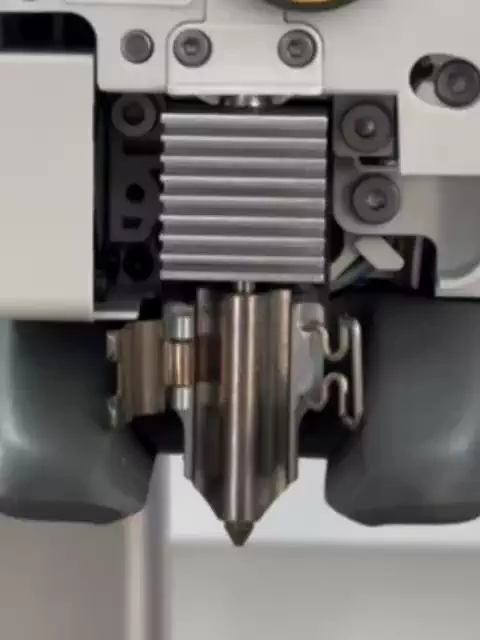
2. Khi lắp lại đầu nóng (hotend), hãy đảm bảo chốt khóa của cụm gia nhiệt (heating assembly) được cài đúng cách (xem hình bên dưới), đồng thời kiểm tra bằng tay xem đầu nóng có bị rung lắc rõ rệt hay không.
Lưu ý rằng nếu cụm gia nhiệt không được khóa đúng cách hoặc ngàm kẹp bị hỏng khiến đầu nóng không được cố định chắc chắn, đầu phun (nozzle) sẽ vẫn ở quá gần bàn nhiệt (heatbed), thậm chí có thể cào xước bàn in trong quá trình in.
| Cài cố định cụm gia nhiệt (heating assembly) đúng cách | Cài cố định cụm gia nhiệt (heating assembly) không đúng cách |
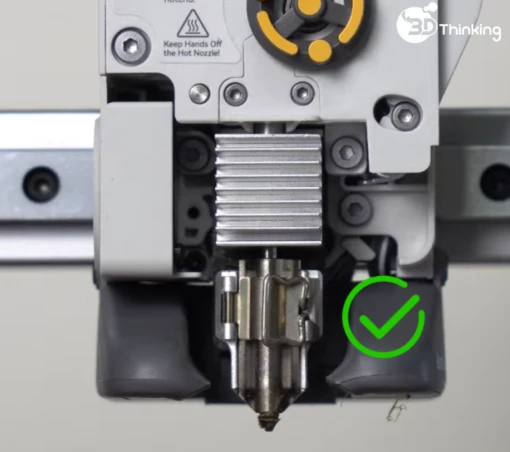 | 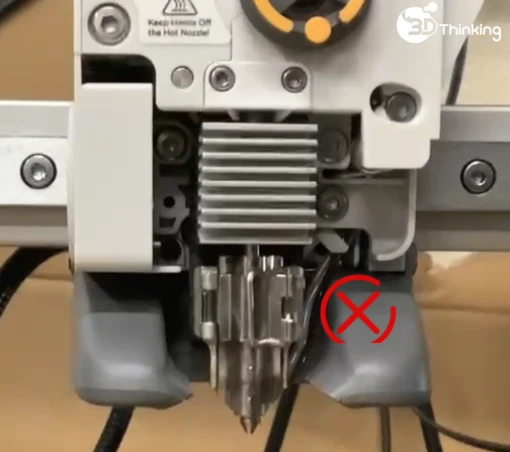 |