





















































Giới thiệu về các loại đầu in máy in 3D (nozzle)
Trong công nghệ in 3D, đầu in (nozzle) là một trong những bộ phận quan trọng nhất, quyết định trực tiếp đến chất lượng bản in, tốc độ in và độ chi tiết sản phẩm.
Trong bài viết này, 3D THINKING sẽ giúp bạn hiểu rõ về các loại đầu in máy in 3D, bao gồm cấu tạo, kích thước, vật liệu và cách lựa chọn nozzle phù hợp với nhu cầu sử dụng.
Nozzle (đầu in) là gì?
Nozzle (đầu in), còn được gọi là cụm đầu nóng (hotend), là một bộ phận cốt lõi nằm trong cụm đầu in (toolhead) của máy in 3D. Nhiệm vụ chính là làm nóng và đùn sợi nhựa in 3D (filament) để tạo thành mô hình 3D theo từng lớp.
Đường kính nozzle (đầu in) thường có 4 kích thước: 0.2 mm, 0.4 mm, 0.6 mm và 0.8 mm. Nozzle (đầu in) được làm từ thép cứng (hardened steel) hoặc thép không gỉ (stainless steel).

Cấu tạo của đầu in máy in 3D
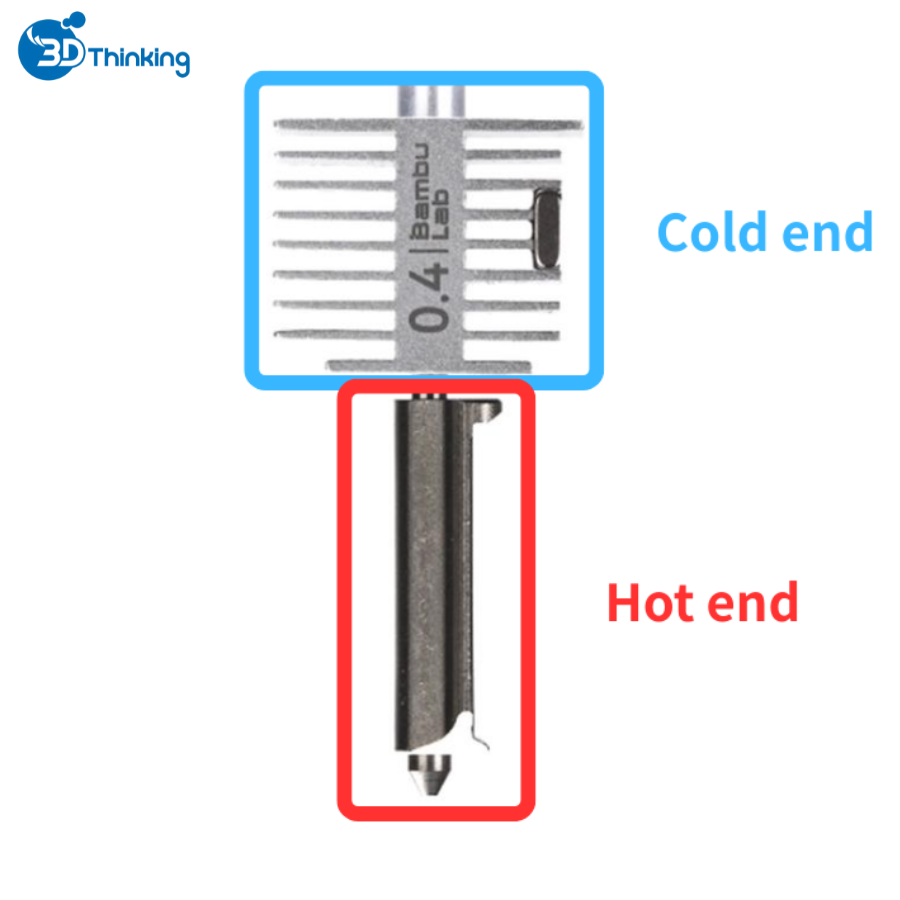
Một đầu in tiêu chuẩn gồm 3 phần chính:
1. Cold End (đầu lạnh)
- Giữ filament ở trạng thái rắn
- Ngăn hiện tượng heat creep (mềm sớm)
- Có quạt làm mát hỗ trợ
2. Hot End (đầu nóng)
- Là nơi filament nóng chảy
- Quyết định nhiệt độ in
3. Thermal Break (ống cách nhiệt)
- Ngăn nhiệt lan từ hot end lên cold end
- Thường làm từ hợp kim titan
Kích thước đầu in máy in 3D phổ biến
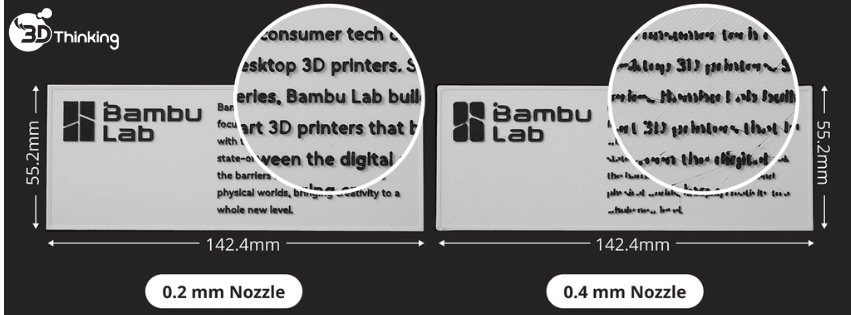
Kích thước nozzle ảnh hưởng trực tiếp đến độ chính xác, chiều cao lớp in và tốc độ in.
Nozzle (đầu in) có đường kính lớn hơn sẽ cho lưu lượng vật liệu nóng chảy cao hơn mỗi giây, giúp tăng tốc độ in và tạo ra sản phẩm chắc chắn hơn.
Việc lựa chọn nozzle (đầu in) là sự cân bằng giữa tốc độ và độ chính xác. Nozzle 0.2 mm cho chi tiết sắc nét hơn, trong khi nozzle 0.4 mm in nhanh hơn nhưng giảm chi tiết nhỏ.
So sánh nhanh các loại đầu in máy in 3D theo kích thước
| Nozzle (đầu in) | Hiệu suất | Đặc điểm | Ứng dụng chính | Chiều cao lớp | Nhược điểm |
| 0.2 mm |  |
| In chi tiết siêu mịn, chẳng hạn như mô hình thu nhỏ, đồ trang sức, hoặc các mẫu thử phức tạp yêu cầu độ chính xác cao. | Thường từ 0.05 mm đến 0.12 mm (25-60% đường kính nozzle (đầu in) để có kết quả tối ưu). |
|
| 0.4 mm |  |
| In ấn đa mục đích, bao gồm vỏ hộp, giá đỡ, sản phẩm tiêu dùng và các mẫu thử. | 0.1 mm đến 0.3 mm (25-75% đường kính nozzle (đầu in)), với 0.2 mm là mức tiêu chuẩn. | Nguy cơ tắc nghẽn ở mức trung bình với các loại sợi nhựa in 3D (filament) có pha sợi gia cường (fiber-reinforced). Khuyến nghị sử dụng đường kính lớn hơn để giảm thiểu tình trạng kẹt nhựa (blockages). |
| 0.6 mm |  |
| Tạo mẫu nhanh, các mô hình lớn và các bộ phận chức năng như đồ gá, đồ gá lắp ráp, hoặc các linh kiện ô tô. | 0.15 mm đến 0.45 mm (25-75% đường kính nozzle (đầu in)), với 0.3-0.4 mm là mức phổ biến. |
|
| 0.8 mm |  |
| Các mẫu thử quy mô lớn, các thành phần cấu trúc và in chế độ bình hoa (vase-mode) yêu cầu tốc độ và độ bền. | 0.2 mm đến 0.6 mm (25-75% đường kính nozzle (đầu in)), với 0.4-0.5 mm là mức điển hình. |
|
Vật liệu (Materials)
| Vật liệu | Màu sắc | Đặc điểm chính | Phù hợp | Filament tương thích | |
| Thép không gỉ |  | Các cánh tản nhiệt màu xám. |
| Hầu hết các loại sợi nhựa in 3D (filament) thông dụng không có tính mài mòn (không có sợi/hạt gia cường). | PLA, ABS, ASA, PETG, TPU, PVA, v.v. |
| Thép cứng |  | Các cánh tản nhiệt màu đen. |
| Bất kỳ loại sợi nhựa in 3D (filament) có tính mài mòn nào với các hạt cứng. | A-CF, PLA-CF, PETG-CF, Glow-in-the-Dark (phát sáng trong đêm), Wood (nhựa gỗ), v.v. |
Các loại đầu in máy in 3D phổ biến hiện nay
Cụm đầu nóng (Hotend) chuyên dụng cho nhựa dẻo TPU.
 | Tương thích: H2D và H2D Pro (hotend bên phải) |
| Kích thước: 0.4mm/ 0.6mm |
Cụm đầu nóng TPU (TPU hotend) được thiết kế chuyên biệt để nâng cao hiệu suất in với các loại sợi nhựa in 3D (filament) mềm, giúp cải thiện đáng kể lưu lượng thể tích và độ ổn định trong quá trình in.
Cụm đầu nóng TPU có cấu trúc khác biệt so với cụm đầu nóng (hotend) tiêu chuẩn dòng H2 và phải được sử dụng kèm với vỏ hotend TPU chuyên dụng.
- Hạn chế: Sau khi lắp TPU hotend, không hỗ trợ lắp dao cắt (cutter), do đó không thể sử dụng chức năng cắt. Đồng thời, nozzle (đầu in) bên phải không hỗ trợ thay sợi tự động, cũng như nạp và rút sợi tự động.
- Chỉ sử dụng filament mềm: TPU hotend có lớp phủ đặc biệt bên trong, không được phép in các loại filament cứng (như PLA, PETG, TPU dùng cho AMS), nếu không sẽ gây mòn lớp phủ và làm hỏng cụm đầu nóng (hotend).
- Giới hạn vị trí lắp đặt: TPU hotend chỉ được lắp ở nozzle (đầu in) bên phải. Nếu lắp ở nozzle bên trái sẽ gây lỗi cơ chế nâng nozzle (đầu in).
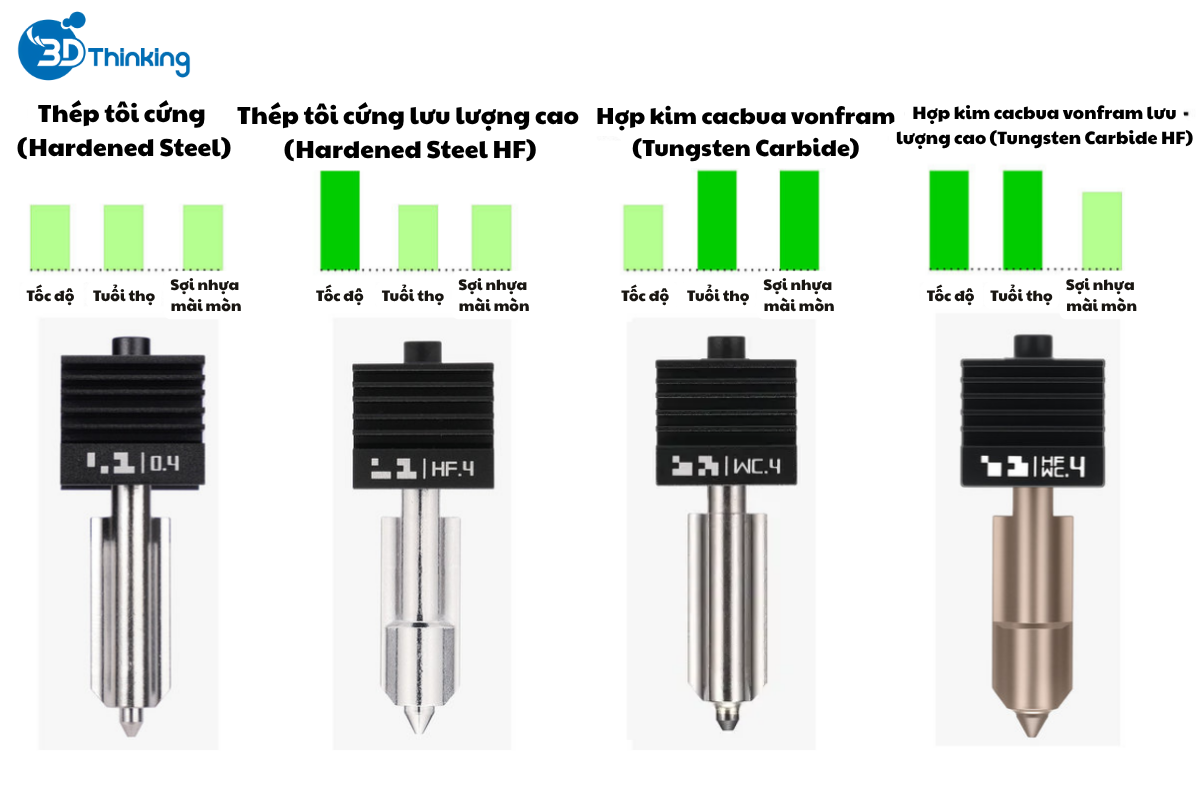
Nozzle (đầu in) hợp kim tungsten carbide (carbide vonfram)
 | Tương thích: H2D (cụm đầu nóng (hotend) trái và phải), H2S, H2C (cụm đầu nóng bên trái), P2S |
| Nhiệt độ in tối đa: 350ºC | |
| Kích thước: 0.4 mm / 0.6 mm / 0.8 mm |
Nozzle hợp kim tungsten carbide (carbide vonfram) có độ bền cực cao, duy trì hình dạng tròn và độ chính xác ngay cả sau thời gian dài sử dụng. So với thép cứng (hardened steel), mức độ mài mòn thấp hơn đáng kể, ngay cả khi sử dụng với khối lượng lớn sợi nhựa in 3D (filament).
- Lý tưởng cho sợi nhựa in 3D (filament) mài mòn (abrasive filament)
- Độ cứng HRA 90 – nozzle (đầu in) bền hơn, giảm nhu cầu bảo trì
- Tiết kiệm đến 30% thời gian in
- Độ chính xác cao ở tốc độ cao
Cụm đầu nóng (hotend) cảm ứng Vortek (Vortek Induction Hotend) được thiết kế cho cụm đầu nóng (hotend) bên phải của máy in H2C, có thể được máy in tự động thay thế với tối đa 6 cụm đầu nóng (hotend) bên phải để sử dụng luân phiên.
- Gia nhiệt siêu nhanh: Chỉ mất khoảng 8 giây để đạt nhiệt độ in (ví dụ: 220°C) từ nhiệt độ phòng, giúp giảm đáng kể thời gian chờ khi đổi màu, giảm lượng nhựa xả (purge) và nâng cao hiệu suất in đa màu.
- Tích hợp không tiếp xúc (Non-Contact Integration): Không cần cáp hoặc đầu nối vật lý, loại bỏ các điểm dễ hỏng như mài mòn dây cáp hoặc tiếp xúc kém do cắm/rút nhiều lần, từ đó tăng độ tin cậy.
- Hiệu suất cao và tiết kiệm năng lượng: Nhiệt được tạo trực tiếp bên trong kim loại gia nhiệt, với hiệu suất nhiệt cao hơn nhiều so với các phần tử gia nhiệt truyền thống, giúp tăng tốc độ gia nhiệt.
- An toàn và đáng tin cậy: Cơ chế phát hiện vị trí cụm đầu nóng (hotend) đảm bảo chỉ những cụm đầu nóng (hotend) được lắp đúng vị trí mới có thể được kích hoạt.
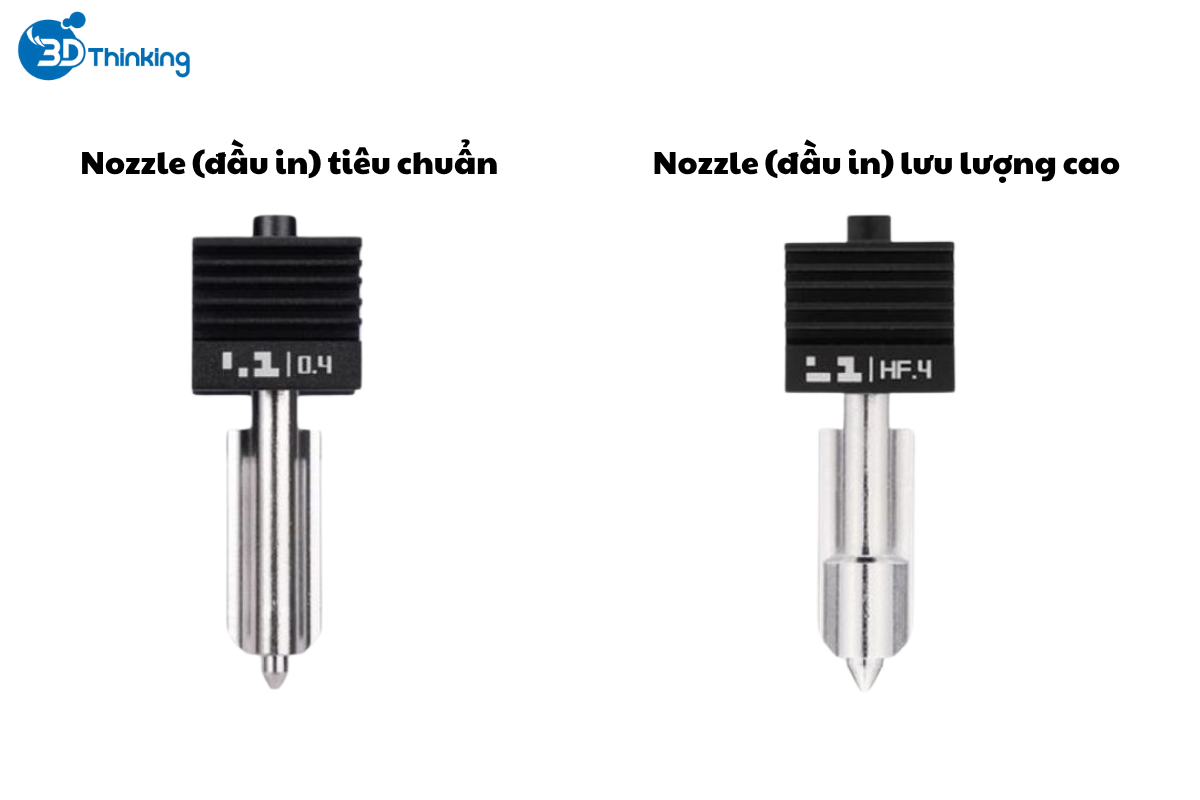
Cụm đầu nóng (hotend) lưu lượng cao (High Flow Hotend) có khả năng cấp sợi nhựa in 3D (filament) lớn hơn trong quá trình in, nhờ cấu trúc nozzle (đầu in) đặc biệt giúp tăng diện tích tiếp xúc giữa sợi nhựa in 3D (filament) và cụm đầu nóng (hotend). Thiết kế này giúp tăng tốc độ in, từ đó rút ngắn tổng thời gian in.

Tương tự như máy in H2D, máy in H2C cũng có hai cụm nozzle (đầu in). Điểm khác biệt là nozzle (đầu in) bên phải của H2C là nozzle (đầu in) cảm ứng, trong khi nozzle (đầu in) bên trái là nozzle (đầu in) tiêu chuẩn dòng H2 Series.

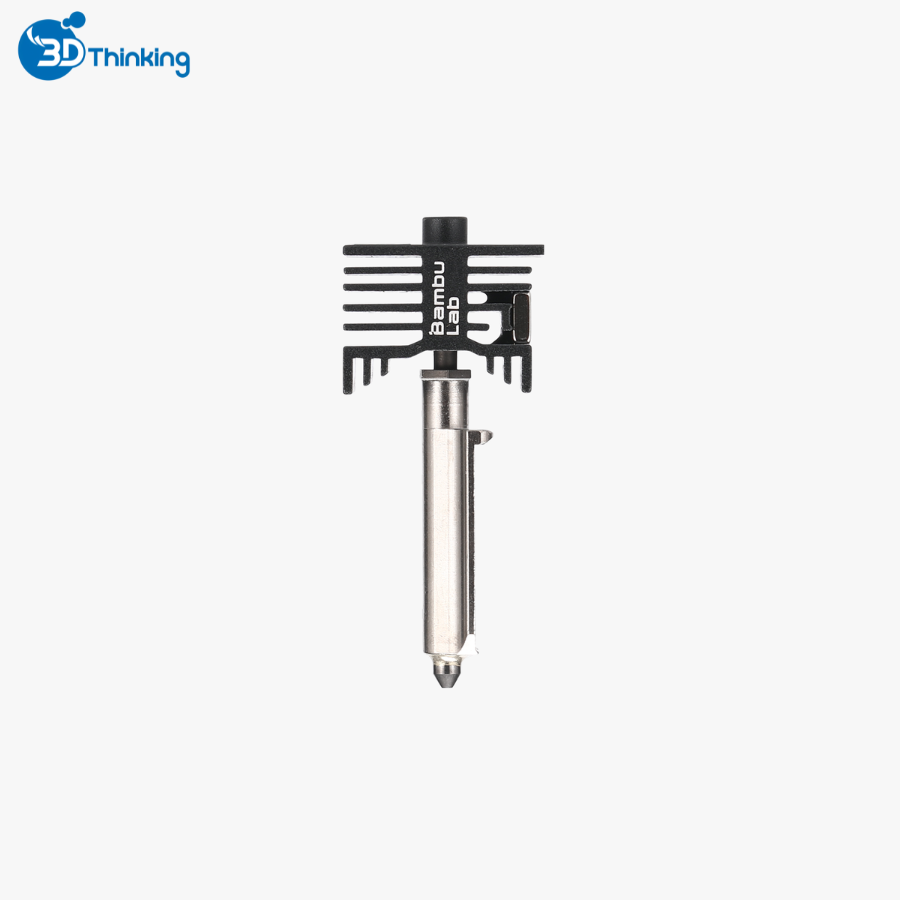
Nozzle (đầu in) dòng H2 Series / P2S (H2 Series/P2S Nozzle)
 | Tương thích: H2D (cả bên trái và bên phải), H2S, H2C (cụm đầu nóng (hotend) bên trái), P2S |
| Nhiệt độ in tối đa: 350ºC | |
| Kích thước: 0.2mm / 0.4mm / 0.6mm / 0.8mm | |
| Vật liệu: Thép tôi cứng (Hardened steel) / Thép không gỉ (Stainless steel) |
Cụm đầu nóng (hotend) này được thiết kế với cơ chế thay nhanh (quick swap), cho phép dễ dàng tách rời các thành phần nhiệt và điện tử của cụm đầu nóng (hotend). Chỉ cần mở khóa chốt để tháo lắp cụm đầu nóng (hotend) nhanh chóng và thuận tiện.
Nozzle (đầu in) lưu lượng cao (high flow nozzle) là phiên bản nâng cấp của nozzle (đầu in) tiêu chuẩn. So với nozzle (đầu in) tiêu chuẩn, nozzle (đầu in) lưu lượng cao có khả năng gia nhiệt mạnh mẽ hơn, và vùng nóng chảy được tối ưu giúp tăng lưu lượng thể tích tối đa lên 62.5%, cho phép sợi nhựa in 3D (filament) được đùn ra nóng chảy nhanh hơn và hiệu quả hơn mà không làm giảm chi tiết, từ đó giảm thời gian in mô hình lên đến 30%.
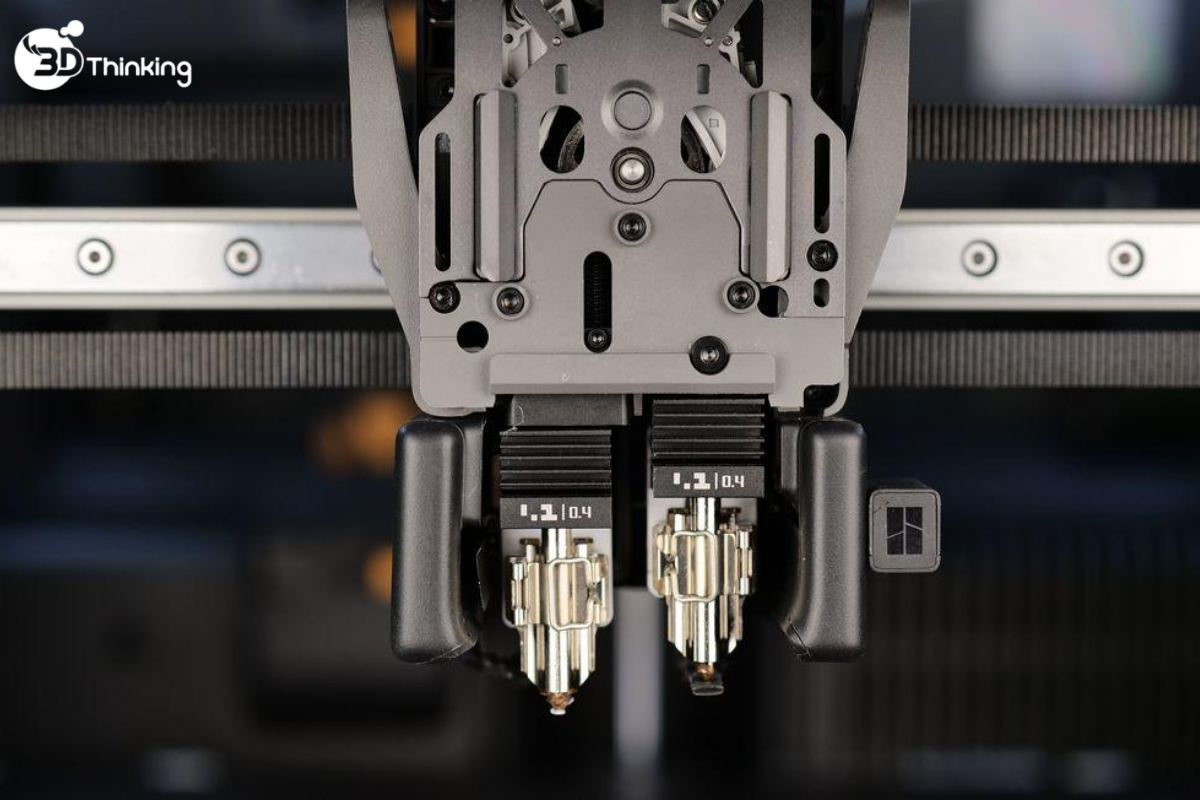
Máy in H2D được trang bị hai nozzle (đầu in) độc lập, mỗi lần in chỉ sử dụng một nozzle (đầu in). Trước H2D, tất cả các máy in Bambu đều là máy in một nozzle (đầu in). Thiết kế hai nozzle (đầu in) giúp giảm đáng kể lượng sợi nhựa in 3D (filament) lãng phí đồng thời tăng tốc độ in.
Ví dụ, khi in với một loại sợi nhựa in 3D (filament) thông thường và một loại sợi nhựa hỗ trợ (support filament), sợi nhựa thông thường được nạp vào một nozzle (đầu in) của H2D, còn sợi nhựa hỗ trợ được nạp vào nozzle (đầu in) còn lại. Khi chuyển đổi giữa hai loại sợi nhựa in 3D (filament) cho mỗi lớp in, H2D chỉ cần chuyển đổi nozzle (đầu in), loại bỏ hoàn toàn nhu cầu xả nhựa (purge). Điều này giúp gần như không có hao phí sợi nhựa in 3D (filament) và giảm đáng kể thời gian chuyển đổi sợi, đặc biệt rõ rệt khi in với hai loại sợi nhựa.
Cụm đầu nóng (hotend) E3D High Flow ObXidian™ (E3D High Flow ObXidian™ Hotend)
 | Tương thích: X1C / P1 Series |
| Nhiệt độ in tối đa: 300ºC | |
| Kích thước: 0.4mm / 0.6mm |
Cụm đầu nóng (hotend) E3D High Flow ObXidian™ là sản phẩm được đồng phát triển bởi Bambu Lab và E3D. Cụm đầu nóng (hotend) này cung cấp lưu lượng cao hơn 60%, được trang bị nozzle (đầu in) ObXidian™ tôi cứng đặc trưng và lớp phủ E3DLC™ giúp tăng độ bền vượt trội.
Cụm đầu nóng (hotend) này là kết quả của sự hợp tác chặt chẽ giữa E3D và Bambu Lab. Hai đội ngũ đã chia sẻ các kinh nghiệm chuyên sâu về cụm đầu nóng (hotend), máy in và quá trình nhiệt của vật liệu. Sản phẩm cuối cùng được kiểm nghiệm kỹ lưỡng bởi cả hai bên và sẽ được tích hợp chính thức vào toàn bộ hệ sinh thái phần mềm của Bambu Lab.
- Lưu lượng cao, tốc độ cao
- Đảm bảo độ kết dính giữa các lớp ở tốc độ cao
- Lớp phủ chống bám dính, giảm nguy cơ bám nhựa (nozzle blobing)
- Thiết lập cấu hình in được tinh chỉnh chính thức (official-tuned printer presets)
Nozzle (đầu in) dòng A1 (A1 Series Nozzle)
 | Tương thích: A1/A1 mini |
| Nhiệt độ in tối đa: 300ºC | |
| Kích thước: 0.2mm / 0.4mm / 0.6mm / 0.8mm | |
| Vật liệu: Thép tôi cứng (Hardened steel) / Thép không gỉ (Stainless steel) |
Nozzle (đầu in) dòng X1/P1 (X1/P1 Series Nozzle)
 | Tương thích: X1C, P1P, P1S |
| Nhiệt độ in tối đa: 320ºC | |
| Kích thước: 0.2mm / 0.4mm / 0.6mm / 0.8mm | |
| Vật liệu: Thép tôi cứng (Hardened steel) / Thép không gỉ (Stainless steel) |
Dòng X1C / P1 được thiết kế cụm đầu nóng (hotend) theo dạng all-in-one. Điều này có nghĩa là nozzle (đầu in) được tích hợp trực tiếp vào khối gia nhiệt (heatblock) và được kết nối với bộ tản nhiệt (heatsink) thông qua một ống kim loại mỏng để đạt hiệu suất tối ưu. Thiết kế này giúp cụm đầu nóng (hotend) gia nhiệt nhanh hơn nhiều so với cụm đầu nóng (hotend) thông thường, đồng thời giảm thiểu các vấn đề có thể phát sinh khi thay nozzle (đầu in).
P1S được trang bị tiêu chuẩn nozzle (đầu in) thép không gỉ 0.4mm, trong khi X1C được trang bị tiêu chuẩn nozzle (đầu in) thép tôi cứng 0.4mm, và cũng có thể nâng cấp lên nozzle (đầu in) thép tôi cứng như một tùy chọn bổ sung.
Nozzle (đầu in) của dòng máy in X1/P1 có hai loại:
Nozzle only (chỉ nozzle): Chỉ bao gồm phần kim loại, không có linh kiện điện tử. Phù hợp cho việc thay thế cơ bản khi các linh kiện điện tử vẫn còn sử dụng tốt và có thể chuyển sang nozzle (đầu in) mới. Chi phí thay thế thấp hơn do có thể tái sử dụng phần điện tử.
Complete hotend (cụm đầu nóng hoàn chỉnh): Bao gồm nozzle (đầu in), bộ gia nhiệt (heater), cảm biến nhiệt (thermistor), silicone sock và quạt. Cho phép thay thế nhanh chóng và dễ dàng mà không cần lắp ráp thêm. Phiên bản này có giá cao hơn nhưng mang lại lợi ích về thay thế nhanh.

(Bên trái là cụm nozzle (đầu in) đơn, bên phải là cụm đầu nóng (hotend) hoàn chỉnh)
Độ tương thích giữa nozzle (đầu in) và máy in
| Loại nozzle (đầu in) | Hình ảnh | Tương thích |
| Cụm đầu nóng (Hotend) chuyên dụng cho nhựa dẻo TPU. |  | H2D and H2D Pro (Đầu in bên phải) |
| Cụm đầu nóng dành cho dòng máy H2 Series hoặc P2S. | | H2D, H2S, H2C, P2S |
| Cụm đầu nóng gia nhiệt cảm ứng (induction) H2C |  | H2C |
| Cụm đầu nóng dành cho máy X1C. |  | X1C |
| Cụm đầu nóng dành cho dòng máy P1 Series. |  | P1P, P1S |
| Cụm đầu nóng dành cho dòng máy A1 Series. | | A1 mini, A1 |
| Cụm đầu nóng lưu lượng cao (High Flow) dành cho dòng H2 Series/P2S. | 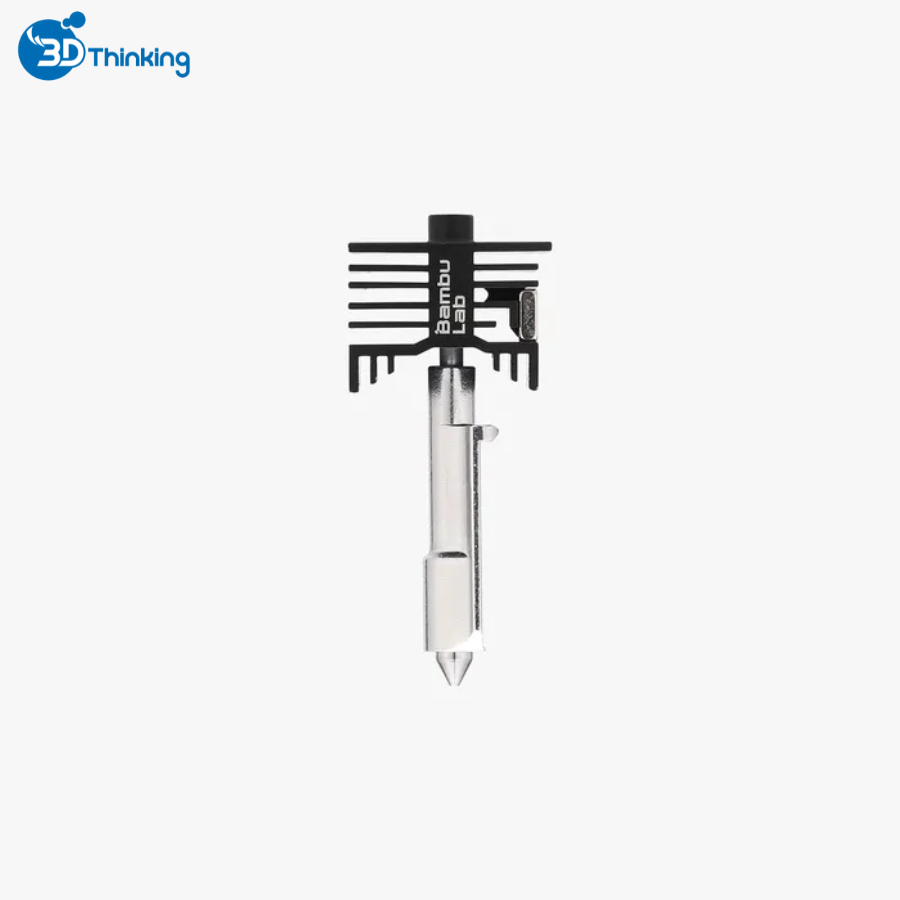 | H2D, H2S, H2C, P2S, A1 |
| Cụm đầu nóng X1C hoàn chỉnh. |  | X1C |
| Cụm đầu nóng P1 Series hoàn chỉnh. |  | P1P, P1S |
| Nozzle (đầu in) hợp kim tungsten carbide (carbide vonfram) | | H2D, H2S, H2C, P2S |
| Nozzle (đầu in) cacbua vonfram lưu lượng cao (High Flow Tungsten Carbide Nozzle) | 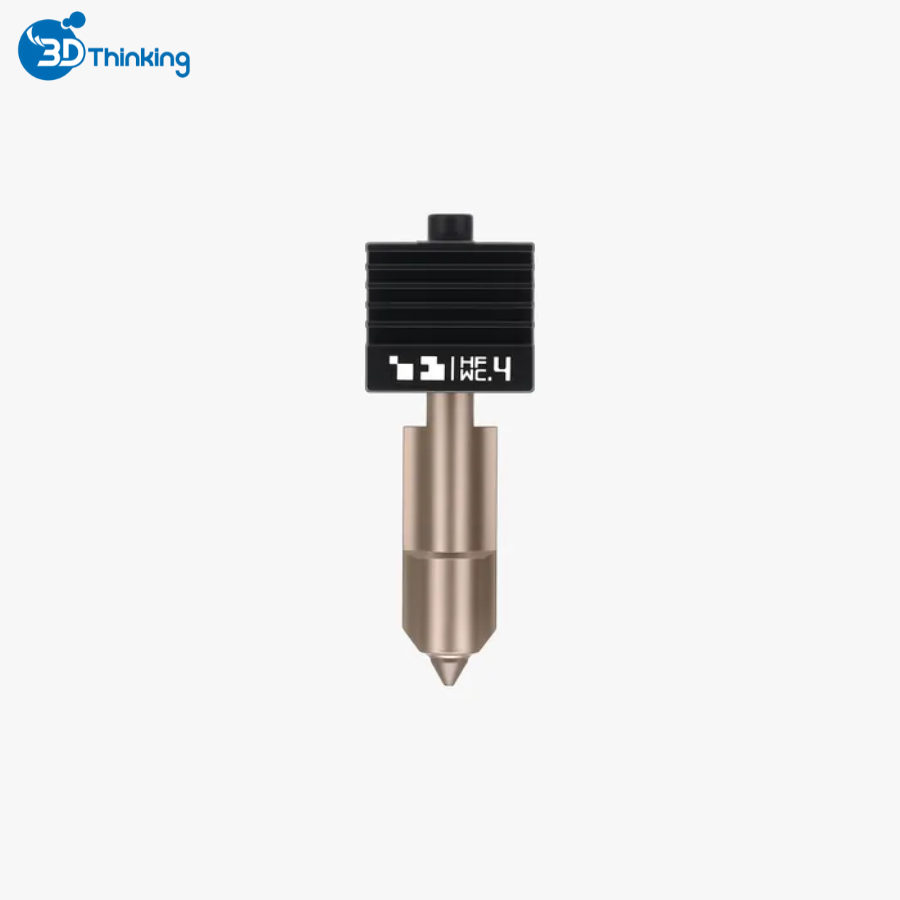 | H2D, H2S, H2C, P2S |
| Cụm đầu nóng E3D dòng ObXidian™ lưu lượng cao. | | X1C, P1P, P1S |
Vỏ bọc Silicone cho cụm đầu nóng (hotend)
Silicone sock là lớp vỏ bảo vệ màu đen bọc quanh nozzle (đầu in). Được làm từ silicone chất lượng cao, có khả năng chịu nhiệt vượt trội (lên đến 300°C), giúp cách nhiệt hiệu quả, duy trì nhiệt độ ổn định cho nozzle (đầu in) trong quá trình in và giảm thất thoát nhiệt.
Ngoài ra, nó còn giúp bảo vệ nozzle (đầu in) khỏi việc sợi nhựa in 3D (filament) bám dính lên bề mặt.

Vỏ bọc Silicone cho cụm đầu nóng (Hotend Silicone Sock) dòng H2 Series.
Được làm từ silicone chất lượng cao, chịu nhiệt lên đến 300°C, giúp cách nhiệt tối ưu cho cụm đầu nóng (hotend), duy trì nhiệt độ ổn định khi in, đồng thời chống bám nhựa hiệu quả.
- Tương thích: H2D / H2D Pro / H2C / H2S

Vỏ bọc Silicone cho cụm đầu nóng (Hotend Silicone Sock) dòng X1 / P1 Series.
Được làm từ silicone chất lượng cao, chịu nhiệt lên đến 300°C, giúp cách nhiệt hiệu quả và duy trì nhiệt độ ổn định cho cụm đầu nóng (hotend), đồng thời giảm bám dính filament.
- Tương thích: X1C / P1P / P1S

Vỏ bọc Silicone cho cụm đầu nóng (Hotend Silicone Sock) của máy P2S.
Khác với các dòng trước, silicone sock của P2S có 3 chấm màu cam đặc trưng, dùng để hệ thống AI nhận diện xem nozzle (đầu in) đã được lắp silicone sock hay chưa.
Nếu không lắp đúng loại có dấu nhận diện, hệ thống sẽ hiển thị lỗi và yêu cầu lắp silicone sock phù hợp. Việc sử dụng phiên bản silicone sock cũ cũng sẽ gây báo lỗi.
- Tương thích: P2S

Vỏ bọc Silicone cho cụm đầu nóng (Hotend Silicone Sock) của dòng máy A1 và A1 mini.
Được làm từ silicone chất lượng cao, chịu nhiệt lên đến 300°C, giúp cách nhiệt tối ưu cho cụm đầu nóng (hotend), duy trì nhiệt độ ổn định khi in và chống bám filament hiệu quả.
- Tương thích: A1 / A1 mini

Việc hiểu rõ các loại đầu in máy in 3D sẽ giúp bạn:
- Tăng chất lượng bản in
- Tiết kiệm thời gian
- Giảm chi phí bảo trì
Lựa chọn đúng nozzle chính là chìa khóa để tối ưu toàn bộ quá trình in 3D.
Lĩnh vực hoạt động chính của 3D Thinking:
- Máy In 3D: Đại lý chính thức các thương hiệu công nghệ uy tín, hỗ trợ lắp đặt chuyển giao công nghệ toàn diện.
- Máy Quét 3D: Cung cấp thiết bị quét 3D phục vụ số hóa vật thể, đo kiểm kích thước, hỗ trợ thiết kế ngược.
- Máy Khắc Laser: Cung cấp giải pháp máy khắc – cắt laser, cá nhân hóa sản phẩm, quảng cáo, giáo dục và sản xuất, với độ chính xác cao và đa dạng vật liệu.
- Dịch Vụ In 3D: Cung cấp đa dạng công nghệ in 3D như FDM, SLA, SLS, hỗ trợ từ nguyên mẫu sản xuất hàng loạt.
- Dịch Vụ Quét 3D: Chính Xác Ca Số hóa vật thể, đo kiểm kích thước, phục vụ thiết kế ngược.
- Dịch Vụ Thiết kế Sản Phẩm: Thiết kế kỹ thuật, tạo mẫu ý tưởng, dựng hình sản phẩm chi tiết phục vụ sản xuất và nghiên cứu phát triển.
Liên hệ fanpage 3D Thinking để được tư vấn kỹ thuật chi tiết và định hướng giải pháp in 3D phù hợp nhất cho bạn.
Xem thêm các video chia sẻ kiến thức in 3D tại kênh YouTube Kỹ Sư Thái để được tư vấn kỹ thuật chi tiết và định hướng giải pháp in 3D phù hợp nhất cho bạn.


 Do Nhựa Bám, Nhựa Thừa Gây Ra")















