




















































Phụ kiện máy in 3D


Hiển thị 1–24 của 84 kết quả

Bộ Chuyển Đổi Màu Bambu Lab AMS 2 Pro

Máy Sấy Nhựa In 3d FDM Creality SpacePi X4

Combo 5 Tấm Fep Máy in 3D Photon Mono 4 10k

Thiết bị hiệu chuẩn chuyển động – Bambu Lab Vision Encoder













Màn Hình LCD Creality HALOT MAGE Pro


")




Phụ kiện máy in 3d
Trong bài viết tôi sẽ tách riêng về phụ kiện cho máy in 3d resin và máy in 3d fdm. chúng ta sẽ tìm hiểu các phụ kiện cần để sử dụng cho máy in 3d
Phụ kiện máy in 3D resin
Máy in 3D resin (MSLA/DLP) sử dụng màn hình LCD hoặc chiếu tia để khởi động phản ứng đông cứng của nhựa lỏng. Các linh kiện phụ kiện chính gồm màn hình LCD, khay chứa nhựa (vat) và màng FEP (hoặc nFEP) ở đáy khay. Đây đều là chi tiết tiêu hao có tuổi thọ có hạn và cần được kiểm tra, thay thế định kỳ để đảm bảo chất lượng in. Dưới đây là mô tả chi tiết chức năng, cách bảo trì và dấu hiệu cần thay của từng linh kiện, dựa trên khuyến nghị từ các nguồn chuyên ngành quốc tế.
Màn hình LCD thay thế (dành cho máy LCD/DLP)

- Chức năng: Màn hình LCD dùng để chắn sáng tạo thành từng lớp hình ảnh 2D truyền qua ánh sáng UV/đèn LED chiếu vào nhựa trong khay. Độ phân giải và kích thước màn hình quyết định độ chi tiết của bản in (ví dụ màn hình 2K, 4K, v.v.).
- Tiêu hao (consumable): LCD là linh kiện tiêu hao. Các nhà sản xuất thường cung cấp thời gian hoạt động (giờ) tối đa trước khi LCD suy giảm. Sau khoảng thời gian này nên thay mới dù màn hình vẫn hoạt động bình thường, vì kính chắn có thể bị rò tia sáng làm giảm chất lượng. Dấu hiệu LCD xuống cấp gồm hiện tượng ánh sáng rò, suy giảm độ sắc nét, lớp nhựa bị đông cứng trên nền LCD nhiều hơn bình thường.
- Bảo trì – Vệ sinh: Phải giữ bề mặt LCD sạch bụi, mảnh nhựa rắn sau mỗi lần in. Có thể dùng khăn vải microfiber khô hoặc dụng cụ thổi khí (blower) để loại bỏ bụi. Nếu có vết nhựa rắn bám, dùng khăn giấy thấm cồn 95% (IPA) lau nhẹ nhàng theo một chiều duy nhất để tránh xước. Trong trường hợp có tràn resin cứng, có thể ủ khăn tẩm cồn ướp trên kính LCD trong vài giờ đến khi nhựa mềm, rồi gỡ bỏ (KHÔNG dùng dao cạo hoặc vật kim loại cứng để cạy, vì sẽ làm xước mặt kính)
Thay thế: Khi màn hình bị hỏng (lỗi điểm ảnh, nứt, mờ hoặc rò ánh sáng) hoặc hết hạn khuyến cáo, cần thay LCD chính hãng đúng thông số (độ phân giải, kích thước) của máy. Việc lắp đặt cần cẩn thận để tránh làm ốp kính LCD bị lệch hoặc hư keo.
Xem chi tiết: Màn hình LCD
Khay chứa resin (Resin Vat)


- Chức năng: Khay chứa resin (còn gọi là VAT) là thùng chứa nhựa lỏng dùng trong quá trình in. Đáy khay thường là một tấm FEP mỏng trong suốt, chống dính, giữ nhựa ở dưới và cho ánh sáng đi qua từ màn hình LCD hoặc đèn chiếu UV.
- Cấu tạo – Phân loại: Có hai loại vat: khay một lần (được thay cả khay nhựa kèm màng) và khay có thể tái sử dụng với khung giữ màng FEP thay thế. Khay tái sử dụng thường đắt ban đầu nhưng chỉ thay màng FEP khi mòn.
- Vệ sinh: Sau mỗi lần in, phải đổ cặn resin dư trở lại chai đựng, sau đó lau sạch bên trong vat. Resin đông cứng bám trên đáy nên dùng tờ giấy gấp đôi chèn góc khay rồi nhẹ nhàng nâng lên để gỡ lớp nhựa cứng này ra Không nên ngâm khay kim loại trong dung dịch lâu ngày để tránh tróc sơn hay gỉ ốc vít. Đối với phần đáy (màng FEP), xịt cồn rồi lau bằng khăn microfiber cho sạch (giữ găng tay và kính bảo hộ khi tiếp xúc với nhựa và cồn). Nếu máy có chức năng “VAT Cleaning” tự động, có thể kích hoạt (thường cài thời gian ~15s) để khuấy phần cặn còn sót động và làm bong lỏng nhựa cứng trước khi thao tác thủ công
Bảo dưỡng và thay thế: Khay chứa resin và bề mặt FEP là chi tiết mòn. Theo Filament2Print, mặt đáy FEP bị mất dẻo và chống dính theo thời gian, dẫn đến tăng lực hút nhựa và dễ thất bại khi in. Nếu đáy khay bị xước nặng, đục mờ hoặc có vết thủng, cần thay ngay để tránh nhựa rò ra và hỏng LCD. Nhìn chung tuổi thọ khay thay đổi lớn tùy loại resin và tần suất in (từ vài chục giờ in đến vài trăm giờ). Nên kiểm tra thường xuyên độ trong suốt của đáy FEP, dấu vết xước hay độ căng của màng. Một mẹo kiểm tra thủng: đổ cồn vào vat, đặt khăn giấy bên dưới và tìm các đốm cồn thấm qua. Khi phát hiện dấu hiệu kể trên (đục, xước, giãn, thủng), thay khay hoặc chỉ thay màng FEP nếu khung còn tốt.
Xem chi tiết: Khay vat chứa resin
Màng FEP/NFEP (Lớp chống dính đáy khay)

- Chức năng: Màng FEP (Fluorinated Ethylene Propylene) là lớp chống dính (Teflon) trong suốt được căng dưới đáy khay resin. Nó cho phép ánh sáng UV xuyên qua làm đông cứng resin ở lớp đáy mà không dính chặt. nFEP (còn gọi PFA) là vật liệu tương tự (PFA – Perfluoroalkoxy) có tính chất chống dính cao hơn và bền hơn. Gần đây còn có ACF (Advanced Composite Film) với mặt siêu trơn, lực hút chân không thấp hơn, tỉ lệ in thành công cao hơn so với FEP/nFEP
- Bảo trì – Thay thế: Màng FEP/nFEP cũng tiêu hao theo thời gian. Thời gian bảo dưỡng không ấn định, phụ thuộc cường độ in và loại resin. Phần khuyến cáo của Phrozen (một thương hiệu resin) liệt kê các dấu hiệu cần thay: màng FEP có vết lõm/sâu/sọc trầy lớn, bị mờ đục, mất căng, hoặc thủng. Ví dụ, bề mặt bị xước nặng khiến lực giữ resin tăng sẽ gây bong lớp in, hoặc màng có lỗ (kiểm tra bằng nước/cồn thấm dưới khăn giấy) sẽ cho resin rò ra gây hỏng in. Khi thấy các dấu hiệu nêu trên, nên thay màng mới kịp thời.
- Quy trình thay: Tháo khay resin ra, gỡ phần khung giữ và lột bỏ màng cũ. Lau khung kim loại thật sạch trước khi căng màng mới. Căng đều màng FEP/nFEP vào khung (có thể dùng ốc siết 4 góc), đảm bảo không có chỗ nhám hoặc bị nhăn. Sau đó, mở buồng in cho khô tự nhiên hay hong khô (không nhiệt độ cao trực tiếp). Luôn kiểm tra kỹ bề mặt mới ngay khi lắp xong, nếu thấy nhăn nhúm hay vết keo thừa thì dãn lại. Nên khởi động máy và làm động tác dơ tay lên mặt FEP để đảm bảo nó căng như mong đợi trước khi đổ đầy nhựa.
- So sánh vật liệu: FEP thông thường dễ xước hơn so với nFEP/PFA, nên cần cẩn thận khi thay/lau. Theo Siraya Tech (nhà sản xuất màng nFEP), nFEP mềm hơn FEP nên nếu không cẩn thận cũng có thể trầy xước Tuy nhiên nFEP có ưu điểm: nhiệt độ chịu được ~220°C, ít phản ứng với hóa chất và cho lực hút resin thấp hơn (ít trượt bản in hơn). ACF là phiên bản cải tiến hơn nữa với bề mặt siêu trơn và khả năng in nhanh hơn, song giá thành cao hơn. Điểm cần lưu ý là dùng đúng loại màng tương thích với khay máy (kích thước, độ dày 0.1–0.13 mm thông dụng).
Xem chi tiết: Màng FEP/NFEP (Lớp chống dính đáy khay)
Phụ kiện máy in 3D FDM

Máy in FDM (đùn sợi nhựa nóng) có nhiều bộ phận cơ khí và điện tử có thể coi là phụ kiện linh kiện: từ đầu phun (hotend), hệ thống đùn (extruder), đến bo mạch chủ (mainboard), cảm biến, bàn in và động cơ bước. Dưới đây lần lượt phân tích chi tiết kỹ thuật của từng bộ phận, chức năng, và cách bảo trì – thay thế.
Xem chi tiết : phụ kiện máy in
Đầu in (Hotend) và béc (Nozzle)

- Đầu in (Hotend): Là cụm gia nhiệt tại đầu máy FDM, gồm các bộ phận chính: bộ phận tản nhiệt (heat sink), bộ phận nhiệt (heater block), ống dẫn nhiệt (heat break), và bộ chuyển nhiệt (nozzle) cùng dây may đo nhiệt (thermistor) và thanh gia nhiệt (heater cartridge). Nhiệm vụ là nung chảy nhựa sợi (filament) trước khi đùn ra ngoài qua lỗ phun. Các đầu in phổ biến có thiết kế tản nhiệt bằng vây nhôm (có hoặc không gắn quạt làm mát) để giữ khu vực lạnh (above) và nóng (below) tách biệt. Có loại toàn kim loại (metal coldend) và loại có ống PTFE trong heat break để giảm bám dính nhựa (chỉ dùng cho nhiệt độ thấp).
- Nozzle (đầu phun): Là phần cuối cùng, có lỗ ra đường kính rất nhỏ (thường 0.2–1.2 mm). Nozzle là linh kiện tiêu hao theo thời gian. Khi mòn, đường kính ra tăng lên và dẫn đến lượng nhựa đùn không ổn định, gây xấu bản in Việc thay nozzle định kỳ là cần thiết, tùy vật liệu in: với nhựa thường (PLA, PETG…) có thể thay ~200–1000 giờ in, còn với nhựa có phụ gia mài mòn (sợi carbon, sợi thủy tinh, kim loại, oxit nhôm…) thì tuổi thọ giảm nhiều gợi ý: nozzle đồng mạ thiếc (brass) thay mỗi ~200 giờ với vật liệu không mài mòn; loại phủ nickel hoặc thép không gỉ có thể lên đến ~1000 giờ khi in vật liệu thường, nhưng chỉ 80–100 giờ với vật liệu chứa hạt mài mòn. Loại thép cứng (hardened steel) bền hơn với sợi cứng, nhưng cho độ mịn kém hơn. Các loại nozzle mạ đặc biệt (như ruby-tip, obsidian) rất bền nhưng giá đắt. Khi nozzle có dấu hiệu mòn (xuất hiện kẽ hở đùn, các đường in bên ngoài bị đứt quãng), nên thay ngay. Trước khi thay, luôn thực hiện căn chỉnh lại offset nếu cần và siết chặt nozzle khi nóng để tránh rò nung do khe hở giữa nozzle và heat break
- Bảo trì hotend: Trước hết phải kiểm tra đầy đủ kết nối điện (dây nhiệt và dây cảm biến). Hai điểm hay hỏng nhất là dây dây thanh gia nhiệt và dây cảm biến nhiệt: vỏ nhựa cách nhiệt của chúng có thể bị mòn, tuột vào miệng khối gia nhiệt gây đo sai hoặc chập cháy. Filament2Print khuyên thay thanh nhiệt ngay khi thấy vỏ cách nhiệt hở bóng dẫn vì rủi ro đoản mạch rất cao. Tương tự, dây cảm biến (thermistor/thermocouple) nếu bị đứt sẽ khiến nhiệt độ báo mức cực đại; nên kiểm tra thường xuyên kết nối dây và thay cảm biến nếu đầu dò hỏng.
- Vệ sinh block và heatbreak: Giữ khối gia nhiệt (heater block) sạch nhựa thừa sau mỗi vài chục giờ in để tránh nhựa carbon hóa bám xấu bề mặt. Có thể dùng vải lau sạch, hoặc áp dụng ống bọc cao su silicon (silicone sock) chống dính nhựa – tuy nhiên cũng phải thường xuyên vệ sinh vỏ silicon. Filament2Print khuyên dùng bọc silicon hoặc phủ vật liệu chống dính sau ~2-3 lần in, nhất là khi in nhựa như PETG dễ dính hơn. Heatbreak kim loại toàn phần thường bền và ít bảo dưỡng, nhưng nếu in nhiều vật liệu mài mòn thì sau ~500 giờ nên tháo ra kiểm tra lòng ống dẫn (kiểm tra độ mòn của ống trong). Với hotend có ống PTFE bên trong (thường gọi coldend có lớp bọc teflon), phần PTFE này sẽ bị giòn sau vài trăm giờ (Ví dụ: ~500 giờ với PLA, ~300 giờ với ABS/PETG, ~80 giờ với sợi carbon) và nên thay thay để tránh kẹt nhựa. Cuối cùng, kiểm tra xem quạt tản nhiệt có hoạt động tốt không (bụi ở cánh quạt cũng nên thổi bay định kỳ).
Xem chi tiết: đầu in
Tổng hợp: Đầu in cần hoạt động đồng bộ: khối nhiệt và vòi phun phải vặn chặt vào nhau không có khe hở (để tránh nhựa chảy ra ngoài), khối nhiệt và dây cảm biến phải tiếp xúc tốt (dây cảm biến kẹp chặt vào block hoặc gắn trong lỗ) Mỗi khi thay nozzle hoặc disassemble hotend nên làm nóng khối gia nhiệt để dễ thao tác và siết đúng nhiệt độ. Đồng thời, đo lại giá trị extruder steps nếu cần khi thay nozzle lớn nhỏ khác biệt và căn chỉnh lại Z-offset (chiều cao đầu in so với bàn) để đảm bảo lớp đầu tiên bám dính tốt.
Hệ thống đùn nhựa (Extruder)

- Chức năng: Extruder là cơ cấu truyền động đẩy sợi nhựa (filament) vào đầu in. Nó thường bao gồm một motor bước, bộ bánh răng (hobbed gear), và bộ phận kẹp siết (idler) tạo thành cơ cấu kẹp nhựa. Extruder có thể chia thành direct drive (gắn trực tiếp vào khối nóng) hoặc Bowden (motor gắn ở thân máy và nối với đầu in qua ống PTFE). Extru nhỏ gọn (Như Bondtech BMG, Titan) thường dùng bộ truyền động hai bánh răng để kẹp cả hai bên sợi cho lực đẩy mạnh và chính xác hơn.
- Cấu tạo: Đa số extruder có cấu tạo một bánh răng chủ động (gắn trên trục motor) khắc rãnh ăn vào sợi nhựa, một bánh tự do ở phía đối diện đè lên (hoặc sử dụng hai bánh chủ động hai bên với lò xo điều chỉnh áp suất). Lực siết được điều chỉnh bằng con vít xiết lò xo (tension spring). Tùy loại máy, extruder có thể ngoài hoặc tích hợp thân vào hotend.
- Bảo trì: Cần giữ bánh răng ăn nhựa sạch: lâu ngày có thể tích nhựa vụn và bụi dính lên rãnh, gây trượt hoặc cắn gẫy filament. Nên gỡ bánh răng (nếu được) và làm sạch bằng bàn chải hoặc khăn tẩm cồn để tẩy nhựa dư. Quá trình này tốt nhất làm sau mỗi vài cuộn filament hoặc khi thấy hiện tượng trượt. Điều chỉnh lực siết của lò xo vừa đủ: không quá lỏng (sợi nhựa bị trượt, bánh răng khắc không ăn hết) và không quá chặt (dễ làm biến dạng, giập sợi và tăng ma sát). CNC Kitchen khuyên nên kiểm tra cả hai thái cực: nếu siết quá lỏng, bánh răng chỉ nhúng hờ vào nhựa, dễ trượt; nếu quá chặt, nhựa bị nghiền méo và dễ đứt, thậm chí làm nứt cần đè (idler). Thông thường, nên điều chỉnh sao cho bánh răng khắc vào bề mặt nhựa đủ thấy vết, nhưng vẫn cho sợi di chuyển trơn tru.
- Cân chỉnh: Khi thay đổi extruder (ví dụ từ Bowden sang Direct) hoặc sau bảo dưỡng, cần hiệu chỉnh lại extruder steps/mm và thử mẻ in kiểm tra. Nếu in bị hiện tượng under-extrude (thiếu nhựa) hoặc over-extrude (thừa nhựa), phải đo khoảng cách kéo nhựa thực tế và cập nhật lại thông số “Esteps” trong firmware. Ngoài ra, căn chỉnh lại độ cao đầu phun (Z-offset) nếu cấu hình mới thay đổi khoảng cách giữa đỉnh đùn và vòi phun.
- Linh kiện liên quan: Cùng cụm đùn còn có pulley/cáp, đai truyền, ổ trục hoặc cảm biến kiểm soát. Cần kiểm tra đai (belt) và pulley định kỳ để tránh căng quá chùng hay lệch, đồng thời tra dầu cho ổ trục motor (đa số motor bước không cần tra dầu nhưng giúp cho động cơ chạy êm hơn). Dây nguồn và tín hiệu motor cũng nên kiểm tra, đảm bảo không bị nứt cáp.
Xem chi tiết: Bộ đùn nhựa
Bo mạch chủ (Mainboard) và hệ thống điều khiển

- Chức năng: Bo mạch chủ (controller board) là “bộ não” của máy in FDM. Nó nhận dữ liệu G-code từ máy tính/USB, điều khiển các hành động của máy: bật/tắt nhiệt, điều khiển motor (trục X/Y/Z và extruder), đọc tín hiệu cảm biến, điều phối quạt làm mát… Tóm lại, bo mạch cung cấp các cổng kết nối cho tất cả thiết bị ngoại vi (nguồn, động cơ, cảm biến, đầu in, bàn in, màn hình) và điều khiển mọi bộ phận của máy in. Ví dụ, lệnh G-code “M109 S60” có nghĩa là làm nóng bàn in đến 60°C; bo mạch sẽ kiểm soát mosfet cấp điện cho đệm nhiệt đến ngưỡng này.
- Cấu tạo cơ bản: Một bo mạch in gồm một mạch PCB lớn, chip vi xử lý (thường là vi điều khiển ARM 32-bit hoặc MCU 8-bit như AVR), các driver điều khiển motor bước, Mosfet công suất (điều khiển nhiệt độ), và các cổng giao tiếp (USB, cổng LCD màn hình, cổng cảm biến,…). Các đời bo mạch mới (32-bit) có tốc độ xử lý cao hơn và dung lượng lớn hơn (RAM, Flash), hỗ trợ nhiều tính năng nâng cao (tính toán nội suy phức tạp, hệ thống cảm biến tự động) so với bo 8-bit truyền thống. Tuy nhiên về yêu cầu in cơ bản, bo 8-bit vẫn đáp ứng tốt.
- Bảo trì và xử lý lỗi: Bo mạch chủ thường bền, ít phải bảo trì trừ khi gặp sự cố. Cần đảm bảo bo mạch luôn ở nơi thoáng (quạt làm mát trên board vẫn hoạt động tốt) và tránh để bụi đọng nhiều. Kiểm tra cầu chì trên bo mạch (nếu có) để chắc rằng bo mạch còn điện vào. Khi có sự cố như một driver motor bị cháy (dẫn đến mất bước hoặc motor ngưng quay), có thể thay riêng chip driver (thường là loại tháo rời) hoặc thay hẳn bo mới. Khi nâng cấp bo mạch (như chuyển từ Marlin 8-bit sang board 32-bit), cần nạp lại firmware phù hợp (Marlin, Klipper, v.v.) và thiết lập lại cấu hình cảm biến (thermistor, endstop, v.v.).
- Kết nối: Bo mạch có các đầu cắm (cổng) cho từng chức năng: motor (4 đầu cho X, Y, Z, E, nếu in nhiều nhánh có thêm), sensor nhiệt (thermistor/thermocouple cho hotend và bed), quạt, đầu ra đèn, cảm biến hạ/phát hiện vật liệu, endstop, v.v. Đảm bảo dây nối vào từng cổng đúng chân và chắc chắn. Khi thay bo mạch, cần tìm board có số cổng tương ứng với máy (ví dụ máy 3 động cơ XYZ + 1 extruder thì phải đủ 5 cổng motor).
Tuổi thọ: Mặc dù ít khi cần thay bo mạch trừ khi hỏng hóc, nhưng nếu nâng cấp (thí dụ để hỗ trợ nhiều trục hơn, wifi, màn hình cảm ứng, v.v.) thì cũng nên chọn board tương thích. Giá tham khảo cho bo mạch 3D thường dao động vài trăm nghìn đến vài triệu đồng tùy tính năng (theo BIQU wiki).
Xem chi tiết: Mainboard Ender 3 V2 4.2.7
Cảm biến và phụ kiện bổ trợ

- Cảm biến hành trình (Endstop): Mỗi trục của máy in thường có một hoặc nhiều công tắc giới hạn (limit switch) hoặc cảm biến quang/tiếp xúc để định vị vị trí gốc (home). Endstop đảm bảo đầu in (hoặc giường) không di chuyển quá giới hạn. Chúng hoạt động ổn định và hiếm hỏng hóc, nhưng cần kiểm tra vị trí lắp và nối dây điện. Có loại switch cơ học (cơ chế nhấn bật), loại cảm biến tiệm cận (inductive) hoặc hồng ngoại (optical) hiện đại.
- Cảm biến hết vật liệu (Filament Runout Sensor): Đây là cảm biến phát hiện khi hết nhựa. Thông thường là cảm biến quang hoặc công tắc bật/tắt dưới vòi đùn. Khi không còn filament, máy sẽ tự động ngắt và báo lỗi để nạp thêm nhựa. Nên kiểm tra bụi bẩn hoặc tia sáng đầu đọc của cảm biến này; nếu máy báo nhầm “hết vật liệu” do cảm biến yếu, có thể lau sạch hoặc thay module mới.
- Cảm biến cảm ứng (Probe tự cân chỉnh bàn): Thường dùng cho tự động cân chỉnh mặt bàn (bed leveling). Ví dụ nổi tiếng là BLTouch (Antclabs) – một mũi châm có thể bật ra/thu vào để đo độ cao bàn tại nhiều điểm. Hoặc các loại cảm biến tiệm cận từ (Inductive Z-probe) hoặc siêu âm. Bảo trì: giữ đầu châm (pin) của BLTouch sạch, không uốn cong; làm sạch cảm biến từ bụi; đảm bảo offset (khoảng cách máy đã cấu hình) chính xác. Khi probe không triển khai/thu vào, có thể reset bằng cách ngắt/mở nguồn và cân chỉnh lại vít khóa hành trình. Nếu probe lỗi liên tục, có thể cần thay probe mới.
Cảm biến nhiệt: Thermistor hoặc PT100 trên đầu in và trên bàn in phải được gắn chắc vào khối gia nhiệt/khung giường. Thỉnh thoảng kiểm tra lại vị trí và dây nối vì nếu cảm biến lỏng dây có thể báo sai nhiệt.
Xem chi tiết: CR-Touch Cảm biến cân bàn
Bệ in (Build Plate)

- Chức năng: Bệ in là bề mặt mà máy in tạo ra đối tượng. Bệ có thể làm bằng kính, nhôm, tấm nhựa ABS-coated, PEI (sheet bồi thép), hay BuildTak… Tùy vật liệu in mà chọn bề mặt phù hợp: ví dụ PLA dễ dính kính thông thường, nhưng ABS/PETG thường cần bề mặt nhám hoặc keo dính hỗ trợ. Bệ in thường có bộ phận gia nhiệt (heated bed) để cố định vật trong lúc in.
- Bảo trì: Trước và sau khi in, phải lau sạch bề mặt bàn. Dùng cồn IPA hoặc nước xà phòng nhẹ để loại bỏ dầu tay và bụi. Đối với bề mặt như PEI hay BuildTak, có thể dùng miếng bọt biển Scotch-Brite (đen mịn) để làm sạch oxit và vết dính cũ (hoặc nước ấm pha bột rửa bát trên bàn ABS-coated). Tránh chạm tay trực tiếp vào mặt in sau khi đã lau sạch, để dầu da không bám vào.
- Cân chỉnh bàn in: Để có bản in phẳng và dính tốt, bệ in cần được canh chỉnh song song với đầu phun. Có thể canh thủ công bằng vít chỉnh ở bốn góc và ở giữa (nếu có) sao cho độ hở giữa nozzle và bàn ở các vị trí tương đương (dùng một tờ giấy để cảm nhận khe hở khoảng 0.1 mm). Cũng nên nâng bàn lên khi đặt giấy để đảm bảo nozzle vừa chạm giấy ở từng điểm. Một số máy in đời mới có chức năng tự cân chỉnh (autoleveling) với probe đặt điểm ở nhiều vị trí. Dù theo phương pháp nào, việc cân chỉnh bàn ở nhiệt độ làm việc là quan trọng vì thép và kính giãn nở nhiệt. Tom’s Hardware khuyên nên làm nóng nozzle ~200°C và bàn ~60°C trước khi điều chỉnh để tránh sai lệch do nhiệt độ
- Ngoài ra: Kiểm tra quạt làm mát gió cho bản in (cooling fan) hoạt động tốt, vì không khí mát giúp vật liệu cứng nhanh và tăng độ bám ở lớp đầu. Đảm bảo khối gia nhiệt bàn in (MOSFET, dây kết nối) không bị lỏng lẽo và nhiệt đồng đều. Nếu bản in bị cong mép (warping) có thể sử dụng viền (brim/raft) và keo (hairspray, keo stick) để cải thiện độ bám.
- Ghi chú: Một số bệ in có sẵn lớp bọc silicone hoặc kính phủ đặc biệt; nên thay bề mặt mới khi hư hỏng (nứt, khuyết) hoặc mất độ bám.
Xem chi tiết: Tấm Bàn In 3D PEI
Động cơ bước (Stepper Motors) và linh kiện liên quan
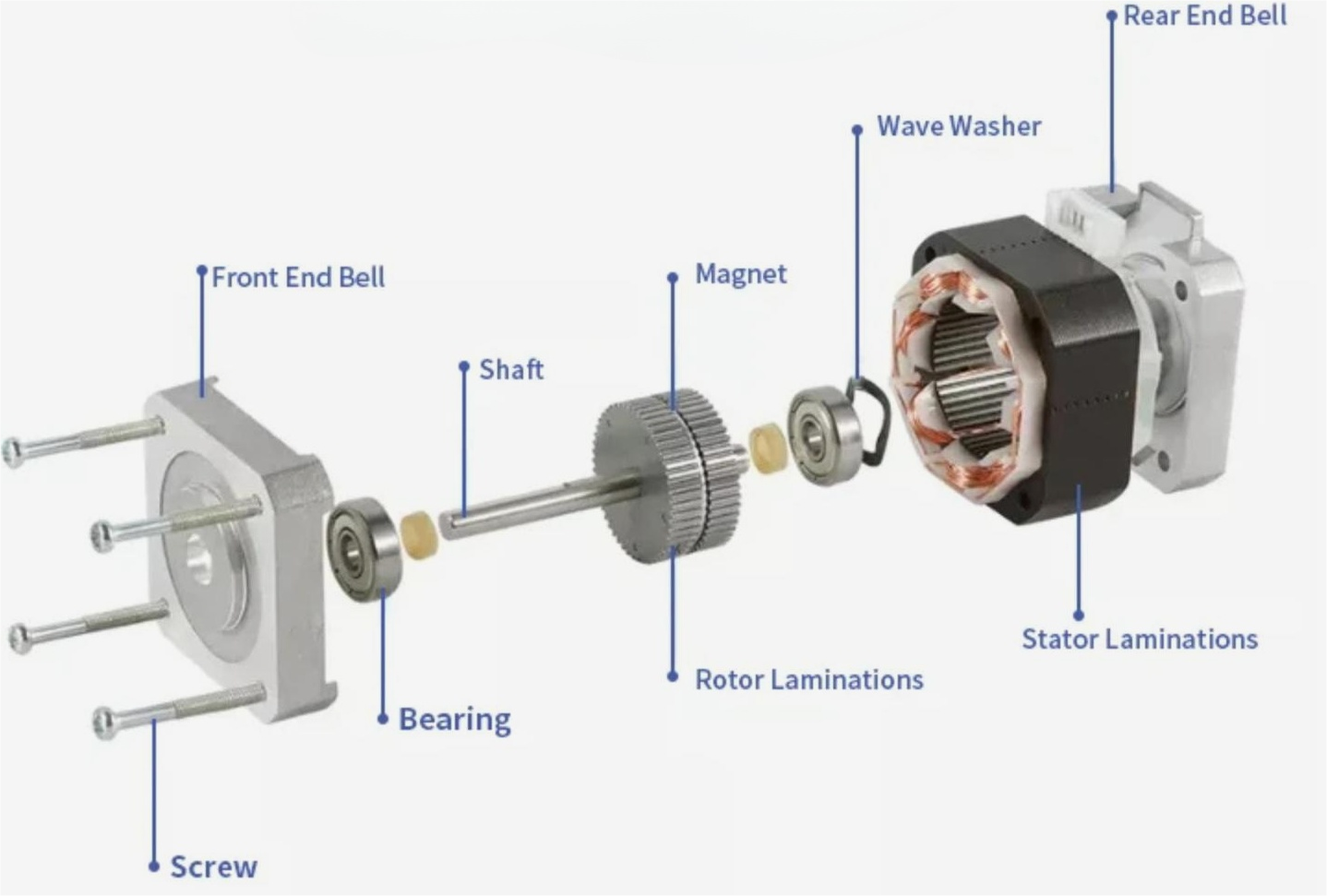
- Chức năng: Động cơ bước điều khiển di chuyển tất cả các trục (X, Y, Z và đùn). Bộ điều khiển trên bo mạch gửi tín hiệu xung (pulses) đến driver, driver cấp điện cho motor quay từng bước (thường 1.8° mỗi bước). Động cơ bước trong máy in FDM chủ yếu là loại 2 pha (bipolar) 1.7–2A.
- Bảo trì: Bản thân động cơ bước hiếm khi hỏng nếu dùng đúng dòng (kiểm tra điện áp dòng định mức). Tuy nhiên, cần đảm bảo chúng sạch bụi và các cuộn dây còn nguyên vẹn. Nếu in lâu bụi có bám vào cánh quạt hoặc lớp ngoài motor, nên thổi sạch. Theo 3D Printing StackExchange, động cơ bước thường không cần bảo dưỡng đặc biệt nhưng nên kiểm tra các bộ phận liên kết như đệm nối trục (shaft coupling), đai ròng rọc (pulley), trục vít me (lead screw) hay đai truyền (timing belts) vì đây là những điểm có thể mòn hoặc lỏng theo thời gian. Ví dụ, đai nếu căng quá lỏng có thể gây rung rung hoặc nhảy bước; pulleys nếu lỏng (mâm chêm không đủ chặt) sẽ làm trượt truyền động.
- Dây cáp và kết nối: Kiểm tra dây nguồn (coil) và cáp tín hiệu của motor xem có bị nứt, đứt không (do chuyển động nhiều). Các chân cắm trên board motor cũng cần đủ chặt. Hư hỏng dây có thể khiến motor ngưng bất ngờ.
- Tuổi thọ: Động cơ bước chất lượng cao có thể chạy ngót nghét 100.000 giờ nếu vận hành đúng cách. Nếu thấy tiếng kêu lạ hoặc mất bước liên tục, có thể phải thay motor mới. Nhưng thường chỉ cần kiểm tra và thay linh kiện liên quan (đai, trục, pulleys) là đủ để duy trì hoạt động mượt mà.
Phụ kiện các dòng máy in 3D
| Tên | Hình ảnh | Ứng dụng | Loại đầu in |
| Bộ 8 đầu in thép | | Ender-3 Pro/Ender-3/ Ender-3 V2/Ender-5/Ender-5 Pro/Ender-5 Plus/ Ender3s/Ender-6/Ender-4/Ender-3 Max/Ender-2 Pro/Ender-2/CR10S CR-10/CR-10 S5/CR-10 S4/CR-10Mini/CR-20/CR-20 Pro | 1 đầu 0.25 3 đầu 0.4 2 đầu 0.6 2 đầu 0.8 |
| bộ 8 đầu in mã kẽmthép cứng |  | K1(2023)_K1 Max(2023) _CR-M4_CR-10SE_Ender-3 V3 KE | mạ kẽm ( 2 đầu 0.2-2 đầu 0.6) thép cứng( 2 đầu 0.2-2 đầu 0.6) |
| Bộ 8 đầu in mạ kẽm |  | Ender-3 Pro/Ender-3/Ender-3 V2/Ender-5/Ender-5 Pro/Ender5 Plus/ Ender-3s/Ender-6/ Ender-4/Ender-3 Max/Ender-2 Pro/Ender-2/CR-10S CR-10/CR10 S5/CR-10 S4/CR-10Mini/CR20/CR-20 Pro | 1 đầu 0.25 3 đầu 0.4 2 đầu 0.6 2 đầu 0.8 |
| Bộ 2 đầu in tốc độ cao |  | Ender-7/Ender-5 S1/ Ender-3 V3 SE | 1 đầu 0.4 1 đầu 0.6 |
| MK-HF Nozzle Kit 5pcs/Set |  | CR-6 SE/CR-6 Max/Ender6/Ender-3/Ender-3 Pro/Ender3S/Ender-3 V2/Ender-3 Max/Ender-5 Pro/ Ender-5 Plus/CR-10/CR-10 V2/CR-10V3/CR-10Min/CR10S/Ender-3 S1/Ender-3 S1 Pro/Sermoon D1/Sermoon V1/CR-10 Smart Pro/Ender-3 S1/Ender-3 S1 PRO/Ender-3 NEO/Ender-3 V2 Neo/Ender-3 Max Neo | 1 đầu 0.25 1 đầu 0.4 1 đầu 0.6 1 đầu 0.8 |
| Bộ 5 đầu in d=0.4 |  | Ender-3 V2_Ender-5 Pro_Ender5 plus_Ender-6_Ender-3_ Ender-3 Pro_Sermoon D1_ Ender-3 Max | 5 đầu 0.4 |
| Đầu in kobra 2 |  | KOBRA 3 MAX, KOBRA 2 PRO, KOBRA 2 PLUS | 1 đầu 0.6 |
| Bộ đầu in k2 plus d=0.4 |  | K2 Plus/Creality Hi | 1 đầu 0.4 |
| Bộ đầu in k2 plus d=0.6 |  | K2 Plus/Creality Hi | 1 đầu 0.6 |
| Bộ dùn kobra 3/ 3 combo |  | Kobra 3 | đầu 0.4 |
| Bộ đùn kobra 2 pro |  | KOBRA 3 MAX, KOBRA 2 PRO, KOBRA 2 PLUS | |
| Bộ đùn của ender 3 v3 se |  | ENDER 3 V3 SE |
Tổng hợp: Các phụ kiện máy in 3D (cả resin và FDM) đều có vai trò thiết yếu trong việc đảm bảo quá trình in diễn ra chính xác và ổn định. Việc nắm rõ đặc điểm kỹ thuật và cách bảo trì từng linh kiện – từ màn hình LCD của máy resin đến nozzle hay bo mạch của máy FDM – sẽ giúp người dùng khai thác tối đa hiệu suất, nâng cao tuổi thọ thiết bị và chất lượng sản phẩm in.
Theo dõi chúng tôi để cập nhập những thông tin và bài đánh giá mới nhất: Fanpage 3D Thinking





Đối Tác Của 3D Thinking







